If you’ve attempted to print, label, or otherwise decorate a three-dimensional (3-D) product, you’ve probably been frustrated by an ink or adhesive that refused to adhere to the part’s surface. You may have tried different types of ink or adhesive formulations to get the job done, perhaps even used chemical primers or batch-treating processes. Still, the ink refused to bond with the material. What you experienced was a phenomenon called low surface energy, a characteristic of some substrates–particularly plastics–that makes them repel printing inks and other coating materials.
Contending with low-surface-energy substrates is a frequent concern for screen- and pad-printing businesses that decorate 3-D parts. But it’s an obstacle that can be overcome most easily with in-line surface-treatment technology. This article will reveal the types of treatment systems available today and explain the role they can play in a printing operation.
Why is surface treatment necessary?
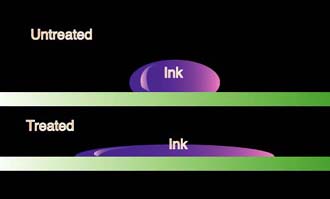
Surface treatment is frequently used in printing and other converting processes to alter the surface characteristics of a material. Treatment processes may be designed to improve a substrate’s wetting properties, which influence how well inks and coatings will flow out over the material’s surface (Figure 1). Treatments may also be used to enhance the bonding between the substrate and the applied material or eliminate static charges that have accumulated on the substrate surface. Surface-treatment technologies play a key role in preparing the surfaces of many commonly used packaging materials (paper, plastic, foil, etc.) for subsequent processing steps.
Most inks, paints, coatings, and adhesives resist wetting on the surface of virgin-plastic parts, which are newly thermoformed or molded items characterized by an inert, non-porous, low-energy surface. Virgin-plastic parts that screen and pad printers typically work with include items made from polyethylene, polypropylene, and other polyolefins. These materials tend to be very slippery and feel greasy to the touch. Getting coatings to permanently adhere to such materials is unlikely without the intimate contact created through wetting (Figure 2).
Advertisement
Where is in-line surface treatment useful?
In-line surface treatment of 3-D objects helps enhance product quality and facilitate efficient production in a vast array of applications and industries. The goal of surface treatment is to ensure a durable print or coating that will withstand any conditions or environments that the part might face. These conditions may include exposure to the elements outdoors, regular cleaning with harsh detergents, and extremes in temperature, to name a few. Five of the most common industries or application areas in which in-line surface-treatment systems are used include the following:
Printing This segment includes industries and technologies such as screen printing and pad printing. Surface treating parts prior to printing ensures proper and complete ink adhesion and can often make the printing process run more efficiently. Some materials are impossible to print unless they have undergone surface treatment.
Painting Painting 3-D parts occurs mainly in the automotive industry. Injection-molded or thermoformed parts are surface treated prior to painting. Surface treatment not only encourages the paint to adhere to the substrate surface, but also increases the life and durability of the paint.
Coating Some parts require surface treatment before they’ll accept a coating. Doors, frames, extrusions/profiles, and medical devices are examples of such products. The coatings themselves may be used to provide protection from harsh environments, serve as finishes that produce a more decorative appearance, or meet certain industrial standards. The medical industry, for example, requires certain plastic devices to support adhesion of antimicrobial/antibiotic coatings that reduce patient exposure to bacteria.
Bonding Surface treatment in bonding applications is generally used to increase adhesive strength between the parts to be joined. In the medical industry, surface treatments are applied to increase the bond strength of needle hubs and other surfaces requiring a dependable joint. The automotive industry uses surface treatments to increase the bond strength of seal housings, panels, side moldings, and trim.
Advertisement
Labeling The continual introduction of new plastics and adhesives in the packaging industry forces label producers to use surface treatment to promote label adhesion. Surface treating caps, bottles, and lids ensures that labels will not peel off earlier than desired.
Preparing the application surface
Achieving adequate ink adhesion has always been difficult on polymer substrates, and over the years, printers have turned to a variety of surface-treatment methods to help overcome adhesion obstacles. The dominant methods have included flame and corona treatment, mechanical abrasion, solvent cleaning or swelling followed by wet-chemical etching, and application of specialized coatings or chemical primers.
More recently, surface treatments that rely on delivering a high energy density to the substrate surface have gained popularity. One such treatment involves exposure to cold gas-plasma fields. The main appeal of this technology is that it provides a rich concentration of reactive species–energetic photons, electrons, free radicals, and ions–that interact with the polymer surface, changing its chemistry, but not its surface morphology. This process can be readily adapted for modifying the surface properties of most 3-D plastic parts.
Types of surface treatment
You can use several different methods to increase the surface energy of a plastic part. Those that can be configured as in-line treatment systems offer the most control and serve as economical alternatives to chemical primers, batch-treating processes, specialty coatings, and adhesives. The method best suited to your application will depend on the size and shape of the parts, the processing speed required, and, to some extent, the cost of the treatment equipment. Some methods may require you to slow down your production process, but because they are much less expensive than other alternatives, they may provide the most cost-effective solution. The following sections discuss some of the most production-friendly and widely used treatment technologies.
Advertisement
Air plasma Air-plasma systems, sometimes referred to as corona systems, blow air past one or more high-voltage electrodes. The electrode(s) creates positively charged ions in the surrounding air particles, which are then directed toward the substrate surface (Figure 3). Through direct contact, these particles positively charge the object’s surface, increasing its surface energy and making it more receptive to inks and coatings.
Air-plasma surface-treatment systems are available in two forms: blown arc and blown ion. Blown-arc models are easily distinguished by the bright, flame-like electrical arc that they create. These systems blow air between two charged electrodes, forming an arc-like plasma field. The substrate surface is treated by bringing into contact with approximately 1/4 in. of the arc.
In a blown-ion air-plasma system, greater amounts of pressure are required to push air past a single electrode. This electrode discharges inside the treater head as air is forced through. The pressure causes the air particles to accelerate out of the tip of the head as a high-velocity stream of charged ions (Figure 4).
Air plasma systems are among the most popular treating options because they are normally the least expensive technology to own and operate and the easiest to set up and maintain. These units are ideal for slower production environments and often serve as a stepping stone to faster, more advanced, and more expensive plasma treaters.
Flame plasma In these systems, a plasma field is formed when flammable gas and air are combined and combusted to form an intense, blue flame (Figure 5). Brief exposure to the energized particles within the flame affects the distribution and density of electrons on the substrate’s surface and polarizes surface molecules through oxidation. This method also deposits other functional chemical groups that further promote ink wetting and adhesion.
Flame-plasma treatment generates more heat than other treatment methods, but creates greater surface energies with a longer shelf life. Flame treatment is commonly used to process injection- and blow-molded products because of the thickness, size, and shape of the parts.
Chemical plasma Chemical plasma is formed using basic principles found in air-plasma and flame-plasma treatment. Much like an air-plasma field, a chemical-plasma field is generated in an electrically charged atmosphere. However, instead of using air, this method relies on other gases that deposit various chemical groups on the substrate surface to improve its surface energy. Chemical-plasma treatment is essentially a fine etching process that provides different surface characteristics depending on the gas chemistry employed.
Chemical-plasma systems are the most gentle and advanced of the technologies reviewed here, but are also the most costly to own and operate. This technology is usually reserved for applications involving delicate and hard-to-treat materials for which the equipment investment is easier to justify.
Measuring surface energy
So you’ve worked with your surface-treater supplier to determine which technology will work best for your application. But how do you determine what amount of treatment is enough? And how do you measure it? You can use a number of methods to determine the surface-energy level of a part and predict whether or not your inks will adhere to it.
Dyne solutions Dyne solutions are made up of precise combinations of two chemicals that result in a liquid of known surface tension. How that solution reacts on the surface of a plastic object determines the surface-energy level of that part (Figure 6). Dyne solutions are, by far, the most used method for measuring surface energy. Other methods may be more precise, but they are also more expensive.
A word of caution: The chemicals in dyne solutions are hazardous. But safe-handling recommendations are available through suppliers of the materials and on several Websites.
Peel test Just as tape can be used to determine the adhesion level of inks, it can also be used to determine the surface energy of a plastic object. The method relies on a machine that can accurately and precisely measure the amount of force that is required to pull the tape from the surface of the plastic. The test requires a relatively large, flat area on the test part, and the tape must be rubbed thoroughly after application to ensure intimate contact with the part.
Contact-angle measurement This is the most accurate–and expensive–method for determining the surface energy of a plastic object. It relies on the use of a dynamic contact-angle tester with a liquid of known surface tension (distilled water is typically used). The measurement process involves placing a drop of liquid on the substrate to be tested, then measuring certain angles that the bead forms with the substrate’s surface. To ensure precise and accurate readings, the unit should measure both advancing and receding contact angles, as well as the static contact angle (some simpler, less accurate testers only measure static contact angle). The resulting angles will equate with the wettability of the substrate’s surface.
Using the measurements
Once you determine the surface-energy level of the part, you compare that value with the surface-tension value of your inks or coatings (your ink suppliers will be able to provide these values). In general, the part’s surface energy should be about 10 dynes/cm higher than the surface energy of the ink to ensure proper wetting and print adhesion.
After establishing what surface-energy level you need, treating the substrates to achieve this surface energy, and printing the parts, you should test the finished product to make sure the print will withstand the handling and abuse it might be subjected to in the real world. If you know what conditions the part might face, try to duplicate them. Depending on the application, your tests might include submerging parts in water or other chemicals, exposing them to extremes in temperature, or storing them for extended periods.
Many printers rely on a simple tape test to check the durability of printed markings. If you subscribe to that method, apply tape over the marking after the required drying period, rub it down until it is in intimate contact with the marking on the part, then pull it up to see if any portion of the print was removed with the tape. If the marking remains on the part through this test, it will probably remain on the part through normal shipping, storage, and handling.
The next step
Now that you know more about surface treating, you might want to see if the technology can improve your productivity or reduce your costs. The good news is that most surface-treating equipment suppliers will provide free testing of your materials in their laboratories. Finding a company that offers several treating technologies will allow you to compare the effectiveness of the different methods.
If you can’t ship your parts to the manufacturer, or you prefer to conduct your own tests, many manufacturers will let you rent the equipment. That way, you can use a surface treater in your own production environment and evaluate its impact before you buy.
All printing industries are under constant pressure to improve quality, create new and exciting products, incorporate new materials, and reduce costs. Surface treating is one way you can complement your shop’s efforts in meeting these growing expectations.
Authors’ note: For more information on surface treatment, visit www.enerconind.com/screenprint/index.html
About the authors
Timothy J. Nimmer is product manager, 3D Systems, at Enercon Industries Corp., Menomonee Falls, WI, a manufacturer of plasma and corona surface-treatment equipment. Nimmer’s background in the packaging industry includes experience with flexible packaging, surface treatment, and induction cap-sealing technologies. He holds a bachelor’s degree in business adminstration from the University of Wisconsin-Whitewater and is a member of the Society of Plastics Engineers and the Technical Association for the Paper and Pulp Industry.
Richard Young is sales manager, 3D Systems, at Enercon Industries Corp. He has been involved in the printing and packaging industries for 30 years and holds a de-gree from Concordia University. Young has served as a guest speaker at Akzo Nobel Inks’ Center for Technical Excellence and is also a guest speaker and curriculum auditor for Fox Valley Technical College.


















 Art, Ad, or Alchemy1 month ago
Art, Ad, or Alchemy1 month ago
 Case Studies1 month ago
Case Studies1 month ago
 Andy MacDougall1 month ago
Andy MacDougall1 month ago

 Columns2 weeks ago
Columns2 weeks ago
 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago
 Marshall Atkinson2 weeks ago
Marshall Atkinson2 weeks ago
 News & Trends1 month ago
News & Trends1 month ago