Articles
Published
24 years agoon
“What’s the correct exposure time for this emulsion?” If I had a dollar for every time I’ve heard–and answered–this question, Bill Gates would be coming to me for money. I’ve written instruction leaflets for direct emulsions and, believe me, when they say the quoted exposure times are only estimates, they’re not kidding. The variables in the process make it impossible to produce a comprehensive list of etched-in-stone exposure times. So it’s important that you use the manufacturer’s suggestion as a starting point and calculate the times that are best for your shop. It’s important because exposure problems are pervasive nuisances that plague nearly every screen-printing operation. Too bad. They’re so easy to prevent.
One emulsion manufacturer reports that at least 50% of incoming technical calls are exposure-related. When screens are overexposed, they have to be remade before going to the press, but underexposure is a far more common problem that causes the entire production process to break down. At the press, underexposure appears as pinholes, ragged edges, or stencil delamination. On the print, it shows up as sawtoothing, variation in line thicknesses, or shifts in halftone dot reproduction and color. The cruelest cut of all comes in the reclaiming area, where underexposure adds insult to injury and doesn’t allow you to remove the stencil–the same stencil that was delaminating at the press.
This article covers some basic exposure issues and the inexpensive, easy-to-use tools to help you control a part of the process that, left unchecked, can drain the profit right out of a job. We’ll start out by addressing the worst habit found in screenmaking departments.
When exposure and resolution collide
The stencil is supposed to produce a durable, high-quality image while allowing the screen to be easily reclaimed. Whether it fulfills these responsibilities is partially dependent on the materials that go into the screen. For the most part, however, stencil quality depends on good equipment, correct material selection, and controlled screenmaking procedures.
A poor light source almost guarantees exposure problems. Mismatching the artwork requirements with the emulsion and mesh is another culprit. But the predominant source of exposure problems is dialing down the exposure to resolve fine detail. We’ve all done it. Hey, I’ve done it–with disastrous consequences. The fact is, while underexposure will open up more fine detail, it doesn’t usually produce a better printed image.
The capabilities of today’s light sources and the vast selection of screen fabrics and photostencil materials almost guarantees a system that will reproduce the finest detail at optimum exposure. Yes, you can get away with some underexposure, especially if your emulsion has the latitude for it. But proceed at your own risk because mistakes can be very costly.
Post-exposure is often widely believed to compensate for an underexposed stencil. Some emulsion manufacturers claim it offers no benefit, while others say it can marginally improve durability. All agree that it does nothing to reverse the dot gain or loss brought about by underexposure. They also agree that benefits would only be seen on slightly underexposed screens, and the first line of attack should be to expose screens correctly. And that, they say, frequently means changing one or more of the variables in the exposure process.
Variables that affect exposure
“Depth of cure” is as important with stencil exposure as it is with UV-curable inks, or any other inks, for that matter. Stencils are sensitive to actinic light, a blend of UV and blue-violet waves of the spectrum. A good stencil needs to be cured right down to its point of contact with the mesh if it is to withstand any kind of abuse on press. Thorough stencil cure should be considered just as important as thorough ink cure. It is influenced by the following variables:
Lamp intensity The quality as well as quantity of light is important for a fast, efficient cure. Photostencils are sensitive to light in the 365- to 420-nm band of the UV spectrum, and each requires a certain amount of this energy to become fully hardened. Tetko’s Dan Gilsdorf calls this the emulsion’s “spectral appetite.” Incandescent and flood lights don’t emit enough of these wavelengths to be considered serious production tools. Metal-halide, mercury-vapor, and some types of fluorescent lamps emit actinic light, but in varying proportions of UV and blue-violet. With few exceptions, all stencil materials can be used with exposure units, but you may see differences in time and image quality, depending on the light emitted.
Lamp intensity doesn’t refer to how bright the light appears to the human eye. After all, UV isn’t even visible. Intensity is measured as the amount of actinic light reaching the screen. The age of the bulb, power of the exposure unit, and lamp-to-screen distance influence lamp intensity, which should be monitored regularly. Lamps degrade and can outlive their usefulness before they burn out.
Lamp-to-screen distance The inverse-square rule applies to calculating exposure time or unit differences when changing the lamp-to-screen distance. The formula is as follows:
old exposure time x (new distance2 ÷ old distance2) = new exposure time
For example, when you double the distance, you quadruple the exposure time to compensate for the light intensity loss at the vacuum frame. Conversely, when you halve the distance, you divide the original exposure time by four.
Type of emulsion and thickness of the coating Characteristics such as photographic speed and resolution capability will affect exposure times. Stencil materials are designed to do some things well, but no one product excels in all areas. Stencil thickness influences depth of cure, just as ink thickness affects drying or curing time.
Moisture in the emulsion coating For optimum exposure, the emulsion must be completely dry. Residual moisture in the coating will inhibit the crosslinking process, and you will effectively get an underexposed stencil, regardless of the length of exposure time.
Mesh count and color The open area and fabric thickness, which are products of the mesh count and fabric thickness, are major determinants of the amount of emulsion deposited on the mesh. White mesh causes halation, or light scatter, which shortens exposure times at the cost of resolution. Dyed meshes minimize light scatter and provide better resolution at shorter exposure times. All fabrics will cause some degree of halation, which may or may not be a problem depending on the nature of the artwork.
Film positive densities This is not a screen variable, but it can wreak havoc on a screen if the background density (Dmin) is too high or the image density (Dmax) is too low. Lith films have a clear background and an opaque image area, which is what you want from a positive. At the other extreme, vellum positives have a translucent background and an image density that will allow light to pass through to the emulsion.
Methods for testing screen exposure
You can use several methods to determine the point at which a screen has had enough exposure. For diazo-sensitized products, we rely on the color change as a means of determining stencil hardness, or the degree of cure. Photopolymer emulsions use different, more subjective methods, which I’ll discuss at the end of this section.
Exposure calculators are used to make this color-change determination and give a range of acceptable exposure times. Exposure control tools are used on production screens to monitor exposure consistency and are not typically used for initial exposure determination.
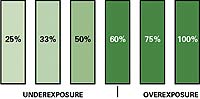
Exposure calculators are film positives containing several identical images, backed by a series of neutral filters of incremental densities (see Chromaline, Ulano, Autotype, and Dirasol exposure tools below). Each filtered image “sees” a different percentage of light (ranging from 25-100%), resulting in 5-6 simulated exposures, depending on the calculator you use.
An exposure test should reveal areas of under- and overexposure on the same screen. This way, you will be able to select from an area between them. Exposure calculators are not recommended for use on production screens because the test requires a very long exposure: 2-3 times longer than the norm.
With a filtered-calculator test, you must have at least two columns that appear to be identical in color. This is because the diazo sensitizer “bleaches out” during exposure, causing a color change in the emulsion coating. The optimum exposure area is indicated where the color change stops (Figure 2).
The limiting feature of filtered calculators is the number and densities of the filters. You will get only the five or six results dictated by the densities of the filters. If you prefer to perform a more focused test with more steps, you can perform a step-wedge test, using a tool such as the Ulano Step Wedge Kit. This method uses a test-image film positive and ruby or amber masking film strips to create any number of stepped exposures, in whatever time increments you like.
If, for example, you wanted your exposure test to simulate ten exposures in 5-sec intervals, the step wedge is more flexible than a filtered calculator. The convenience of making repeated manual exposures depends on your vacuum frame. If you can step the masking film over the glass without having to open the vacuum frame, it’s easy. Some exposure system configurations make it more difficult.
One-part photopolymer emulsions and films present an insurmountable challenge to the calculator and control devices we’ve just described. They exhibit no color change, so the only thing they tell you is the resolution capability of the screen at five different exposures.
With photopolymer emulsions, many printers judge the screen by looking at resolution, and others experiment until they get a feel for the best combination of hardness and resolution. Autotype’s technical services supervisor, Sandi Smith, recommends a test for wet-stencil hardness. After exposing and processing a screen with an exposure calculator, she lays the wet screen on a sheet of newsprint (not newspaper) and rolls over it with a short-nap paint roller. The area where no paper fibers stick to the emulsion is judged to be sufficiently hardened for printing.
Majestech’s Ross Balfour suggests using a Stouffer scale: “Stouffer’s step 7 seems to give a tough stencil with reasonable detail…we’ve found that to be true from experience.” Balfour adds that most stencil materials, including those sensitized with diazo, will wash out to the step 7 area on a 21-step grayscale at near-optimum exposure. Having said that, Balfour also has methods for finding–and predicting–optimum exposure time, without the use of a calculator (see “Exposure Measurement With a Digital Radiometer”).
Exposure control positives are used on production screens, after correct exposure has been determined. An exposure control positive contains a series of neutral density filters which, when exposed on a screen at optimum exposure, will wash out to one particular filter step. So when you shoot a control positive on every screen, you will get a visual indication of exposure consistency. For example, if you do not have a light integrator to compensate for light degradation, or if the exposure time has been set for the wrong emulsion/mesh combination, the control image will function as a red flag.
The first such control scale was Stouffer’s 21-Step Sensitivity Guide, which was designed for use in offset prepress and platemaking. Emulsion manufacturer KIWO, Inc. saw the usefulness of the Stouffer scale, but wanted a grayscale targeted at the density ranges most appropriate for screen printing stencil. The KIWO Quick Check is a neutral density grayscale that compresses 15 steps into the density range normally covered by steps 3-10 on a Stouffer scale. Readings from the Quick Check focus on narrower bands of exposure and can pinpoint very slight inconsistencies.
KIWO’s Joe Raymond recommends using the Quick Check on every screen you expose, especially when shooting screens for process-color work. By placing multiple Quick Checks at different ends of the screen, you can also highlight inconsistencies in light intensity across the vacuum frame. When used in conjunction with an exposure calculator, the Quick Check can help you establish and control proper exposure conditions.
Davis International manufacturers the CSC Scale, which they sell under their own brand and private label for Tetko, Inc., Murakami Screen, and Victory Factory. The filtered squares indicate exposure consistency in 0.10 density increments.
Technically, the CSC Scale is a hardness scale, along the lines of the Stouffer Sensitivity Guide. Exposed on production screens, it indicates a deviation from what you know to be a correct standard. But can it be used as an exposure calculator? Most emulsion manufacturers say no. The hardness scale contains no factor numbers to calculate exposure time, and the instructions do not ask you to overexpose a test screen.
Instead, the CSC Scale instructions contain a chart which recommends different hardness steps for different printing applications: step 7 for general graphics, step 1-2 for halftone work, etc. Victory Factory’s scale is targeted at garment printers and recommends exposing all screens to a solid step 4. Davis explains that these guidelines are based on their experiences and are targeted at printers who prefer the simplicity of a recommended exposure step.
Both types of tools are of value as long as they are used correctly. With a calculator, inspect the resolution after you’ve determined the optimum hardness area of the screen. If you don’t need to print the finest lines and dots that didn’t resolve at optimum exposure, don’t worry; just evaluate the test images that represent what you will be printing.
Exposure Tools
Autotype Exposure Calculator
Description: Filtered exposure calculator with five identical images consisting of:
– resolution targets comprised of graduated lines and spaces, 2-15 mils
– halftone dot ruling: 65-line square dots at 10, 50, and 90%; angled at 22°
– sans-serif text at 6, 10 and 14 points, positive-reading
– coated neutral-density filters, applied to the back of the calculator, producing exposures of 25, 33, 50, 70, and 100% of the actual amount of light in the exposure test
– includes an eight-language illustrated instruction booklet that contains directions for determining exposure for indirect films as well as direct stencils
Size: 5 and 1/2 x 8 and 1/8 in.
List price: $34.74
Contact information: Autotype Americas, Inc., Schaumburg, IL, 847-303-5900, 800-323-0632
Dirasol Exposure Calculator
Description: Filtered exposure calculator with six identical images consisting of
– Stouffer graduated line resolution targets, positive and negative reading, 0-20 mils
– halftone dot rulings: conventional, elliptical dots shown in 50- and 100-line line frequencies at 5, 10, 35, 50, 65, 90, and 95%. Stochastic dots shown in 65- and 100-micron dot sizes at 5, 35, 50, 65 and 95%
– sans-serif text at 5, 8, and 12 points, positive and negative reading
– lith film neutral-density filters, composited into the calculator’s artwork, producing exposures of 25, 33, 50, 60, 75, and 100% of the actual amount of light in the exposure test
Size: 8 x 10 in.
List price: $49.95
Contact information: Sericol Inc., Kansas City, KS, 913-342-4060, 800-255-4562
Ulano Step Wedge Exposure Kit
Description: This is a manual kit that operates on the same principles as filtered calculator. It consists of
– an unfiltered test positive plus strips of Rubylith and Amberlith for doing manually-stepped series of exposures–recommended procedure is to step the exposures so they represent optimum exposure as well as 50% and 25% underexposure and 25% and 50% overexposure. In doing more steps, you can focus in on a narrower range.
– artwork elements including 4, 6, 8, 10, 12, and 14-point Helvetica text, positive and negative reading, and positive- and negative-reading lines ranging from 4-10 mils
Size: 4 x 9 1/4 in.
List price: $3.00
Contact information: Ulano Corp., Brooklyn, NY, 718-622-5200, 800-221-0616
Chromaline Exposure Calculator
Description: A filtered exposure calculator with five identical images consisting of
– Two columns of graduated, positive- and negative-reading line-resolution targets: one column for mesh counts of 110 threads/in. and below, line widths of 12-20 mils; the other for mesh counts of 110 threads/in. and above, line widths of 2-10 mils
– processed lith film neutral-density filters, applied to the back of one area of the calculator, producing exposures of 25, 33, 50, 70 and 100% of the actual amount of light in the exposure test
– two unfiltered areas of the calculator used to check type resolution and halftone-dot reproduction
– the sans-serif text range is 4-8 points. Three halftone line screens are represented: 65, 85, and 100 lines/in., in 26 percentages ranging from 2-100%
Size: 8 x 10 in.
List price: $29.95
Contact information: Chromline Corp., Duluth, MN, 218-628-2217, 800-328-4261
Exposure Measurement with a Digital Radiometer
Majestech’s Ross Balfour uses a digital radiometer to calculate exposure times, required exposure doses, and monitoring lamp performance. The data collected from a number of test exposures can be used to calculate the exposure time for future screens shot on any lamp and at any distance. The following describes exposure tests he has run using this approach.
The tests involved screens coated 2 2 with an all-purpose, dual-cure emulsion on 110 thread/in. yellow mesh. The light source was a 6000-watt multispectrum metal-halide lamp at 60 in. from the screen. The photocell included a 365-nm filter to match the absorption of the diazo sensitizer in the emulsion. After placing the photocell behind the screen, the timer was set for 700 seconds, a time known to be longer than the optimum. The exposure lamp was then turned on and radiometer readings were charted.
As the diazo reacts with the emulsion, it bleaches out and allows more light penetration through the emulsion coating and onto the photocell in the radiometer. As the exposure progresses, the radiometer registers the energy it sees in microwatts. A leveling off of the readout indicates that the diazo is exhausted and exposure is complete. The chart shown here illustrates the exposure curve for the stencils in this test.
Balfour identifies optimum exposure as 160 milliwatts/300 sec, the point where the curve levels off for the first time (although after awhile it did rise from 160 to 170). He notes that this just indicates the last of the diazo being “squeezed out.” At this exposure, he says, production screens made with the same screen parameters should perform very well.
Balfour is a proponent of this method of exposure testing because it removes the artwork from the equation, and concentrates solely on emulsion hardening. “The danger with having an [exposure calculator] on the screen is that people look at the detail they’re getting,” he says. “Then they’ll automatically underexpose to get the detail they didn’t get at full exposure. It’s a test. The fact that you’re not getting all the detail from the calculator image doesn’t mean you’re not getting a good image.”
Another problem with exposure calculators and control devices is density inconsistency. I had 2-3 copies of several tools measured at a local service bureau, and the variations ranged from 8-16 percent, meaning that two copies of the same tool could give different readings on the same screen.
In addition to measuring exposure, the digital radiometer can be used to calculate the required dose of energy for any mesh/emulsion combination. When light intensity changes, the dose value can be used to calculate the new exposure time. The formulas are as follows:
1. Dose (in mJ/cm) = Intensity x Exposure
2. Exposure = (Dose x 1000) / Intensity
Note: Intensity measurements are taken with a 405-nm filter in the photocell. Exposure times can be converted to units if an integrator is used with the exposure unit.







Subscribe

Magazine
Get the most important news
and business ideas from Screenprinting Magazine.
Most Popular
-

 Art, Ad, or Alchemy1 month ago
Art, Ad, or Alchemy1 month agoF&I Printing Is Everywhere!
-

 Case Studies1 month ago
Case Studies1 month agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Andy MacDougall1 month ago
Andy MacDougall1 month agoFunctional and Industrial Printing is EVERYWHERE!
-

 Editor's Note1 week ago
Editor's Note1 week agoLivin’ the High Life
-

 Columns2 weeks ago
Columns2 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago“Magic” Marketing for Screen Printing Shops
-

 Marshall Atkinson1 week ago
Marshall Atkinson1 week agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 Press Releases2 months ago
Press Releases2 months agoBig Frog Custom T-Shirts & More of Round Rock Celebrates Grand Opening