Screen printing is the oldest of all printing processes, and it still exists today because of its ability to print on the widest range of substrates with the broadest selection of inks and deliver the greatest ink-film thickness of any modern print process. Some practitioners of other print techniques believe that screen printing will disappear in the near future. They’re clearly unaware of the great flexibility, ingenuity, and pioneering spirit that has made screen printing a vital production process in a diverse and growing range of industries.
However, for screen printing to continue thriving and remain a viable solution for future imaging needs, the process must be modernized so that it is more repeatable and cost effective. A key area where screen printing must evolve is in its production speed, which must be increased for the process to compete with and complement other technologies that already get printed products to customers more quickly. The following sections will address some of the ways in which the screen-printing process must change and the technological innovations that are likely to drive this change.
Roller squeegee
Screen printing is one of the only major print processes that doesn’t uses a roller-based ink-transfer system to achieve higher speeds and greater consistency. Instead, screen printing uses a squeegee blade to achieve the ink transfer through the screen and onto the substrate.
The squeegee performs several functions in the ink-transfer process, but must make compromises in completing each in order to accomplish them all. The most important of these functions include the following:
Advertisement
* forcing the screen and substrate into contact, thereby allowing ink transfer to occur
* providing hydrodynamic pressure to force the ink through the screen
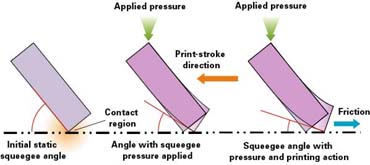
During the print stroke, forces exerted on the squeegee include downward pressure to bring the screen and substrate into contact at the squeegee edge, as well as friction forces (drag) that cause the squeegee edge to resist movement across the screen’s surface. These forces combine to deflect the squeegee from its original angle to it’s actual printing angle, commonly referred to as the contact angle (Figure 1). The size of the contact angle has a critical influence on ink shearing and the amount of hydrodynamic pressure applied to the ink–the smaller the contact angle between blade and mesh, the greater the hydrodynamic forces and the poorer the shearing action of the squeegee. Controlling this contact angle is difficult because so many variables exist. The most important of these variables include the following:
* amount of squeegee pressure set by the operator
* ink system used and how it affects the frictional resistance between the squeegee and screen
* speed of the squeegee stroke
Advertisement
* type and durometer of blade
* free blade height between blade edge and holder
With traditional squeegees, the effect of screen tension across the print width also is an issue. The tensioned mesh creates additional resistance and deflection to the squeegee toward the ends of the blade closest to the frame edges, as shown in Figure 2.
The variables introduced by squeegee pressure, friction between the squeegee and mesh, and screen tension are the basis for many of the repeatability and consistency problems that plague the screen-printing process. To achieve the higher print speeds demanded, the effects of friction and applied pressure must be made much less significant in the process.
The best current squeegee options for increasing production speeds are to use squeegees that feature special support layers or use rigid back plates to prevent deflection. These specialized blades and accessories tend to limit your latitude in setup, but lead to more consistent and repeatable setups once you get used to them. The downside to these solutions is that the higher printing speeds they promote significantly increase friction at the contact point, which can reduce the life of the screen and/or squeegee.
When looking at the technologies used in other print processes, the obvious solution that emerges is to replace the squeegee blade with a roller squeegee (Figure 3). This device allows greater speed to be achieved while maintaining an excellent and consistent ink-film thickness. The roller squeegee is a concept that particularly suits web and cylinder press formats, and it may even prove viable for flatbed presses.
Advertisement
Tests I conducted during a research project at the Welsh Centre for Printing & Coating, University of Swansea, UK, proved that the rotary-squeegee concept worked, achieving 50% greater ink deposits than a traditional squeegee. My research also showed that powering the squeegee’s rotation (rather than allowing it to rotate freely in response to screen motion) was the best way to minimize the effects of frictional drag on ink transfer.
Roller-squeegee systems actually achieve twice the hydrodynamic force of the conventional squeegee, and provide a controlled and highly supported contact region and very little deflection. Such squeegees provide consistent contact across the width of the image during printing. A limitation of the roller squeegee is that it requires a heavier construction than the conventional squeegee blade, especially because it must be independently driven to rotate. This also makes it more difficult to set up, which is why its application in flatbed presses may be limited.
Ink and drying/curing technology advances
Another issue that came to light in my experiments with roller-squeegee prototypes was that the enhanced production speeds they allow require corresponding improvements in ink chemistry and drying/curing technologies. Roller squeegees offer the potential to operate presses at much higher speeds than is currently possible. So inks must be modified in order to transfer consistently and curing equipment must be introduced that will dry prints effectively at these speeds.
The rapid ink transfer demanded by high-speed printing requires the development of inks to match the quality demands as speeds continue to rise. I see this occurring as a natural development of existing ink technology, not a change that requires new inks to be formulated from square one.
In tandem with ink development is the need for enhanced drying/curing technologies. My roller-squeegee experiments were conducted using a modified cylinder press, UV inks, and a dual-lamp UV-curing unit. Even when the curing system was operated at maximum power, it could not fully cure the prints at the press’s maximum operating speed.
For high-speed printing with roller squeegees, flash-cured UV inks show the greatest potential. Use of ink technologies that dry by evaporation of solvents are highly limited because of the minimal time available for drying (or by the extraordinary length of the dryers that would be required).
Disposable screen systems
Screens represent a major expense for screen printers, both in terms of mesh cost and labor in screen setup and reclaiming. One way to make screen printing far more economical in serving the growing demand for rapid turnaround would be to eliminate many of the labor-intensive steps by employing disposable screen systems. Mesh would be prestretched using highly repeatable equipment and would exhibit more consistent tensions levels from screen to screen.
In some markets, such as CD printing, this already is common practice. Many CD screen printers throw away screens after they are used because it’s simply cheaper to replace the small-format screens than reclaim them. Creating comparable screen systems for larger printing applications would require the development of new stretching systems and more versatile and economical mounting systems than current frame technology.
Precoated mesh
Another potential option that goes hand in hand with disposable screens is to offer the screens precoated with emulsion so that they’re immediately ready for exposure and developing. This also would significantly simplify screen printing by eliminating the many steps required to coat and dry a screen prior to exposure. Precoated mesh also would lead to greater consistency since screens could be coated to more exacting tolerances with the heavy-duty coating equipment that suppliers would employ.
Screen mounting once stretched
For many years the only way to reliably mount the screen on a frame was to glue the mesh in place. This was a permanent solution that did not allow easy removal of the mesh or adjustments to screen tension after the mesh was affixed. Printers simply had to live with any tension loss experienced after the screen was attached.
The introduction of retensionable frame systems addressed the tension-loss problem, but the frames had the drawback of higher cost. No cost-effective, retensionable framing system yet exists as a replacement for rigid frames in disposable screen systems.
One possible solution to this dilemma may be to modify a technology currently used in flexographic printing for mounting the printing plate to the printing cylinder/sleeve. The technology involves a specially engineered double-sided adhesive tape that holds the plate in position during printing, but allows quick and simple removal once printing is complete. If the same technology were applied to screen printing, it would allow a stretched screen mesh to be attached to a fixed frame, prepared with a stencil, used in printing, then quickly removed for disposal when the job was complete, bypassing the time and expense of the reclaiming process.
For the best results with such a mounting system, double-sided adhesive tapes with the greatest strength would be used to secure mesh threads that run through the image area of the screens, as shown in Figure 4. A more flexible tape would be used in the corner regions to hold the mesh in position while allowing it to flex and avoid damage caused by the printing action. Combined with a stretching method that could efficiently produce stable and repeatable screen tensions, such a frame-mounting system could eliminate any justification for reclaiming and reusing stretched screens.
Nonwoven mesh materials
The concept of replacing woven screen mesh with a nonwoven material is not new. Nonwoven alternatives to woven mesh could include perforated or ablated materials. Materials could be selected that offer greater stability and support of the print image than conventional mesh, low-friction surfaces, greater ability to recycle waste materials, and simplicity of use. Several patents exist for such mesh alternatives, but their successful implementation has yet to impact any screen-printing market. If such materials were perfected for screen printing, they could allow the process to expand into new, tight-tolerance applications, such as producing bio-medical sensors and small, dense, electronic circuits.
Digital printing
When I began researching the screen-printing process in 1993, digital printing was emerging as the greatest threat to the screen-printing industry. In those days, most research and product development was geared toward fighting off the digital threat to screen printers. Today, it is unusual to find graphics screen printers who do not offer digital-printing services along with their traditional screen services.
While some digital-output devices are better suited to certain applications than conventional screen printing, none can deliver the volume of ink or the range of inks and other fluids that screen printing can. So it’s unlikely that digital printing will ever be able to replace screen printing entirely.
The future of the relationship be-tween the screen-printing process and digital-imaging technologies will be one of continued coexistence and expanding cooperation. But it is up to users of screen printing to ensure that the screen-printing process remains a competitive and profitable aspect of their businesses.
Single-pass multicolor printing
Over the last decade, the concept of screen printing multicolor images in a single pass has drawn increasing attention. The introduction of this capability would reduce or eliminate the occurrence of color-to-color registration errors and significantly decrease production time, as well as waste. The improved economies of scale that would come from completing a screen-printing job in one or two passes, rather than seven or eight, would inevitably lead to the greatest attraction for customers–lower prices on the final products.
Combination presses
The use of screen-printing technology in combination with other print processes has greatly increased in the last five years. This is particularly true with web-fed rotary screen printing, which often is joined with flexography, digital-printing, and/or finishing technologies in advanced, automated production machines. The addition of rotary screen printing to web-production lines has expanded the range and value of the products that can be printed. However, the maximum speed of such combination presses normally is limited by the speed of the screen-printing units.
If web systems were to incorporate roller squeegees along with improved inks and drying devices, screen-printing rates could be raised to match the production speeds of the other technologies employed. The result would be machines that could produce an even wider range of products with minimal waste and lower cost, which translates to maximum profitability.
Today, most combination presses that feature rotary screen printing are used by companies where the main strengths are in other print process, such as flexography. These businesses add screen-printing capabilities because of what the process can provide, but discover that screen printing is one of the most difficult printing methods to understand and implement successfully. There is no reason why screen-printing companies cannot, and should not, add other print processes and finishing methods to their own production capabilities and compete with these businesses.
Ensuring screen printing’s longevity
Screen printing is an innovative process, and its boundaries are continuously being pushed to encompass a broader range of products and production capabilities. The developments reviewed in this article will add to the speed and sophistication of the process and allow screen printers to capitalize on new niches. At the same time, these changes will provide enhanced productivity and cost savings that will allow screen shops to secure their success in existing markets. Coupled with greater process standardization, the improvements described here will position screen printing for a long and profitable future.
About the author
Dr. John Anderson is a mechanical engineer who earned his Ph.D. at the Welsh Centre for Printing & Coating, University of Wales, Swansea, UK, where his studies included extensive research in various aspects of the screen-printing process. Anderson presently works as FlexSys press-simulator support specialist for the Flexographic Technical Association, Ronkonkoma, NY. He also serves as a consultant to the printing industry, conducting research and training on all major print processes for a variety of clients. He can be reached by e-mail at fcaassociates@aol.com.


















 Case Studies2 months ago
Case Studies2 months ago
 Art, Ad, or Alchemy2 months ago
Art, Ad, or Alchemy2 months ago
 Andy MacDougall2 months ago
Andy MacDougall2 months ago
 Columns3 weeks ago
Columns3 weeks ago
 Editor's Note3 weeks ago
Editor's Note3 weeks ago
 Marshall Atkinson3 weeks ago
Marshall Atkinson3 weeks ago
 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago
 News & Trends2 months ago
News & Trends2 months ago