Graphics Printing
Published
24 years agoon
Curing UV ink in a nitrogen environment is something that we don’t hear much about today. The technology seems like a well-worn hat that has seen better days. But recently, nitrogen curing has been taken down from the rack, dusted off, and restyled. Improvements in nitrogen-curing equipment and a continuing demand for its unique capabilities have led to a comeback of sorts.
Curing UV ink in a nitrogen environment is something that we don’t hear much about today. The technology seems like a well-worn hat that has seen better days. But recently, nitrogen curing has been taken down from the rack, dusted off, and restyled. Improvements in nitrogen-curing equipment and a continuing demand for its unique capabilities have led to a comeback of sorts.
In the early days of UV printing, nitrogen curing was prized for the distinct benefits it brought to cured ink. Nitrogen curing was used when textured surfaces were required on nameplates and graphic overlays for automotive products, appliances, and electronics, to name just a few applications. The ability to create a distinct surface differentiation within a monochromatic color scheme was considered a value-added benefit for many finished products.
Beyond aesthetics, nitrogen-cured products were appealing for their functionality. Nitrogen curing imparts the utmost in surface hardness and abrasion resistance to the ink film. These much sought-after characteristics made nitrogen curing the clear choice for screen printers who supplied the most demanding market segments.
So, ten years ago, when we viewed an auto dashboard or microwave oven control panel with various surface textures, we were looking at nitrogen-cured parts. Today, those parts might be cured with nitrogen, but then again, they might not. (For a closer look at the history of nitrogen UV curing, see Nitrogen Curing: A Textured Past below.)
Eventually, nitrogen curing gave way to curing of a less specialized, more conventional type–one that takes place in the presence of ambient air, which includes oxygen as well as nitrogen. As the popularity of UV curing gained momentum, ink manufacturers were able to create formulations that replicated the textured effects once possible only with nitrogen curing. While the newer textured surfaces did not offer the same degree of consistency or abrasion resistance as their nitrogen-cured counterparts, they were less costly to produce and perfectly suitable for many applications that did not require a "bulletproof" coating.Most importantly, conventionally-cured UV coatings did not mandate the use of expensive nitrogen-curing equipment. This opened the door for more and more shops to tap into the lucrative markets for decorating polycarbonate and polyester nameplates, faceplates, and later on, membrane switches.
Over the years, the growth of UV curing in a non-nitrogen environment has been explosive. In the early years, any graphics shop needing to speed up the "drying" operation was a sure candidate for UV technology. Since other attributes of UV inks and coatings, such as surface hardness, scratch resistance, and textured surface were typically secondary, most printers were satisfied with the solutions offered by the developers of conventional UV inks and curing systems.
However, as the market for textured nameplates and faceplates continues to expand, increasingly stringent requirements for hardness and scratch resistance sometimes go beyond the capabilities of conventional UV curing. Products such as instrumentation displays and graphic overlays for air craft, marine, and industrial controls all face harsh environments, and as a result, nitrogen curing is once again becoming a necessity in many applications.
What is nitrogen curing?
Nitrogen curing involves curing specially formulated UV ink in an environment where the oxygen is replaced with nitrogen. Nitrogen comprises 80% of the air we breathe, so nitrogen is always present in any UV-curing process.
The remaining 20% is basically oxygen, and oxygen is a known UV inhibitor, meaning that it restricts the full UV energy of the curing system from reaching and polymerizing (curing) the ink film. In short, nitrogen curing is a process that takes place in an environment where the concentration of nitrogen is increased to exclude oxygen, consequently influencing the hardness and appearance of the cured surface.
In a nitrogen-curing system, oxygen is replaced with a pure nitrogen environment. The presence of nitrogen has no chemical impact on the curing process; it just displaces the oxygen. Take the UV-curing process into outer space, where there is no need to evacuate oxygen, and the results would be similar to what occurs with nitrogen curing.
What are the advantages of replacing the oxygen with nitrogen? Polymerization can be carried further when oxygen molecules don’t interfere with the transmission of UV energy to the ink film. When UV ink polymerizes under a nitrogen blanket, the result is a very hard, very tough coating, one that lends itself to a variety of specialty surface textures.
Curing under a nitrogen blanket offers both advantages and disadvantages. Sometimes, the higher degree of polymerization brought about by nitrogen curing has a dramatic and positive effect on the finished product. In other cases, it offers little benefit and may even have adverse results. When considering this process, it’s critical to weigh job requirements to see if they justify using nitrogen UV curing.
As stated earlier, curing without the presence of oxygen leads to optimum polymerization and a very hard, scratch-resistant coating. This is an extremely important function of a hardcoated film or selective clearcoat.
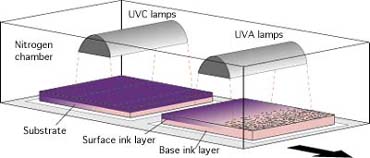
The texturing capability of nitrogen curing came about when developers discovered that UV wavelengths in the C-band (250-270 nm) can, at very low power settings, produce a deep cure in the ink film. The UVC polymerizes the ink at the substrate level between 0.3-0.5 mil deep, while leaving the ink’s surface uncured <B>(Figure 1)</B>. Because of subtle molecular attachments at the interface between the cured base and uncured surface, following the initial UVC exposure with UVA exposure (350-380 nm) to complete the surface cure leads to a buckling of the surface. The buckling results in a distinct texture, sometimes referred to as "wrinkle" or "craze," which can be readily identified upon inspection under a 50-power loupe.
Characteristics of the texture, such as density and definition, are functions of the following:
UVC exposure dosage UVC lamps are little more than low-pressure germicidal lamps, similar to those used for air and water disinfection. While low in overall UV output, they are very efficient producers of short UV wavelengths needed for subsurface polymerization. Providing the correct UV dosage to the ink film is a function of energy over time; therefore, the faster the belt, the greater number of lamps required. But nitrogen-curing systems rarely need more than four. In all cases, the fewer bulbs that can be used to achieve the subsurface cure, the better.
UVA exposure dosage UVA lamps provide the main cure. Typically, these lamps are the normal mercury vapor type, although longer-wavelength mercury-iron lamps sometimes can be advantageous. Ideally, the power supply in the curing unit should be able to operate either type of UVA bulb.
Nitrogen concentration An even concentration of nitrogen yields the most consistent results. Older nitrogen-curing units introduced nitrogen to the curing area with a nitrogen knife. But this arrangement was vulnerable to variations in nitrogen concentration created by air movements outside of the total system. For example, a fan or fast-moving forklift outside the curing chamber was often sufficient to disturb the nitrogen within and affect the textured appearance of the ink film. Newer designs use alternate methods to introduce nitrogen in the curing area and are much more successful at maintaining a proper concentration.
Ink chemistry Inks are specially formulated for nitrogen curing. These inks contain a different photoinitiator balance than you would find in conventional UV inks because the nitrogen doesn’t inhibit the UV energy and allows the ink to cure more quickly and completely. In other words, the inks are tuned specifically for the nitrogen environment.
Little published documentation exists about the correlation between texture characteristics and processing conditions. Most curing parameters come from empirical data that individual users gather at their job site. Not surprisingly, those printers who have developed successful nitrogen-curing procedures have been very reluctant to share their hard-won data.
Nitrogen-curing niches
The ability to create a textured surface with nitrogen curing has made it attractive for those who print nameplates and overlays used in industrial manufacturing. Producers of appliances, autos, aircraft, water craft, and medical instruments value the hardness and durability of nitrogen-cured coatings, as well as the unique textures they provide. On a graphic panel, these textured areas help users distinguish between information zones and data entry or control points, such as membrane-switch buttons on a dashboard, gas pump, or industrial machine.
The last 15-20 years has seen explosive growth in the use of UV curing. It has moved from a specialty process for applications such as hardcoating and texturing to a favored method for printing everything from demanding electronic components to colorful display graphics. But as UV curing found its way into more graphics-oriented shops, printers soon discovered that the strengths of nitrogen curing were not always beneficial, particularly in multicolor applications.
Nitrogen curing is able to create an extremely hard coating surface, which is typically cured to the point where surface energies on the ink-film surface are virtually zero. In single-color applications for which nitrogen curing is specified, this is a desired effect. But for multicolor prints, it means that overprinted ink layers don’t form enough electron attachments between one another, which translates to poor intercoat adhesion. If the job requires trapping or other overlapping ink layers, this is definitely not a desirable effect.
In the past, many shops became enthralled with the unique properties of nitrogen curing and adopted the technology, only to find little success when they tried to expand their capabilities with multicolor printing. One example is a company that was producing vinyl notebook covers. Attempts to print two- and three-color jobs, as well as process colors with nitrogen curing resulted in serious intercoat adhesion failure on its products.
At that time, UV curing technology was not fully understood and was, in fact, considered by many to be a form of "drying." Printers did not understand that drying involved the removal of a solvent from a coating or ink, and curing referred to a molecular realignment that changed fluid ink to polymerized film. The molecular changes that took place in nitrogen curing simply did not allow for good adhesion between overprinted colors.
The shop in the previous example struggled with nitrogen UV curing before it finally came to understand that the problem was not in its production procedures, but in the capabilities of the equipment and materials it was using. Conversion to conventional UV-curing equipment led to successful multicolor work, and the resulting lack of intercoat adhesion problems improved production rates.
The heyday of nitrogen systems came early in the UV-curing revolution, and as printers became familiar with the limitations of nitrogen-curing technology in multicolor printing, conventional curing systems began to dominate the market. Many shops retired their nitrogen-curing units to the scrap heap or sold them to eager buyers overseas. However, some nitrogen systems are still in use today, and owners of older nitrogen equipment are thinking they could place the units back in active service.
Over the past several years, the demand for products with hard, textured UV coatings, while not overwhelming, has spurred the development of new nitrogen-curing equipment that addresses some of the "issues" of the old technology. As stated previously, the new systems use a different nitrogen-dispensing method, which delivers a more consistent and concentrated blanket of nitrogen to provide more predictable texturing results and easier operation.
Another drawback of older nitrogen-curing units was their limited use as only nitrogen-curing units. What happened when a printer needed both nitrogen curing for durable, textured, single-color graphics and a conventional system for printing multicolor UV graphics with good intercoat adhesion? In the past, that printer had to have both nitrogen and conventional curing lines. And frequently, one of these expensive pieces of equipment was sitting idle.
Newer nitrogen-curing designs are much more flexible. They offer the ability to cure with nitrogen when needed and can also be converted for conventional curing in a normal, oxygen-bearing atmosphere. This dual-use profile can be quite attractive in today’s profitable market for high-quality, value-added nameplates and graphic overlays. If this is your market, such dual functionality to maximize equipment performance may be worth a closer look.
Nitrogen curing, then and now
Nitrogen curing–that old bowler hat of yesterday–is becoming today’s space helmet. But does this technology represent an advantage to the printer? Within the market for nitrogen-cured products, are customers willing to absorb the costs required to support nitrogen-curing equipment, supplies, and procedures? The final judgement becomes one of dollars and cents. One thing is certain: Until either more advanced technology comes along or the need for extremely durable textured hardcoatings disappears, the need for nitrogen curing will continue to expand.
Jerry Davis is president of Ultraviolet Systems & Equipment, Inc., Houston, TX, a manufacturer of UV curing and germicidal UV disinfection systems. A member of SGIA’s Technical Support and Signage Steering Committees, Davis has authored several articles on UV-curing technology and spoken at numerous technical conferences for the graphic arts.
Nitrogen-blanket curing made its first appearance in the late 1960s in niche applications that required textured print surfaces. At the time, UV curing was a little-utilized process in the screen-printing industry. But as toggle switches and analog displays gave way to membrane switches and domed keypads, the need arose for more durable print fields to accompany these controls in demanding environments. A new segment of industrial screen printers emerged, not "decorators" but "print technologists." And with their emergence, "print for decoration" was giving way to "print for information."
The insistence among manufacturing and industrial-control customers for highly durable, textured graphic overlays, faceplates, and similar components helped fuel the demand for nitrogen UV-cured products. Customers also wanted what we now accept as characteristics of all UV curing: high gloss, rich color tones, and efficient turnaround.
The early nitrogen-curing equipment market was served by the Linde Division of Union Carbide. Linde was a marketer of nitrogen and developed a UV-curing system that utilized a nitrogen blanket. The supply of nitrogen to the print industry never represented a major portion of Union Carbide’s business, and as conventional UV-curing units gained popularity, interest in nitrogen units waned. So did Linde’s involvement in nitrogen curing, and today, availability of such systems has reached the point of scavenging.
With the rise of conventional UV curing, ink formulators began to develop coatings that could deliver a low-gloss, matte, or textured surface without curing under a nitrogen blanket. Several such coatings are available today that provide durability and texture characteristics sufficient for many applications. The appeal of conventional-curing systems was further strengthened by the fact that they supported multicolor, overprinted images. The introduction of textured films that can be selectively printed with a clear "window" lacquer to create a part that looks nitrogen UV-cured also impeded the growth of nitrogen curing.
However, applications that require extended surface hardness and scratch resistance, long-term texture life, and non-marring gloss properties expect more than conventional UV-curing equipment and inks can deliver. And this fact has kept nitrogen-curing technology alive.







Subscribe

Magazine
Get the most important news
and business ideas from Screenprinting Magazine.
Most Popular
-

 Case Studies2 months ago
Case Studies2 months agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Art, Ad, or Alchemy2 months ago
Art, Ad, or Alchemy2 months agoF&I Printing Is Everywhere!
-

 Andy MacDougall2 months ago
Andy MacDougall2 months agoFunctional and Industrial Printing is EVERYWHERE!
-

 Columns3 weeks ago
Columns3 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Editor's Note2 weeks ago
Editor's Note2 weeks agoLivin’ the High Life
-

 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago“Magic” Marketing for Screen Printing Shops
-

 Marshall Atkinson2 weeks ago
Marshall Atkinson2 weeks agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 News & Trends1 month ago
News & Trends1 month agoWhat Are ZALPHAS and How Can You Serve Them in Your Print Business?