Articles
Published
19 years agoon
Last year, Screen Printing featured a pair of articles in which Dr. Anderson presented new insights about the behavior of tensioned mesh and suggested methods to improve stretching consistency. In this edition, he reveals additional findings about optimal squeegee and ink characteristics based on data from a major screen-printing study he and other researchers conducted in the United Kingdom.
Following the publication of my two-part series on mesh-tension loss in the March and April 2003 issues of Screen Printing, I received a number of comments and questions. Here, I’ll address those comments and offer clarification. However, the main focus of this article will be two additional parts of the research study in which I participated at the Welsh Center for Printing and Coating, University of Wales–Swansea, United Kingdom. These areas concern squeegee forces and deflection and ink properties. Both areas were tested in a series of experiments and engineered simulations to evaluate the actions and functions of the screen-printing process.
More on mesh-tension loss
After last year’s articles on mesh-tension loss, several readers asked if the principle of fiber realignment held true with mesh on which warp and weft threads are fixed with heat and pressure at the points where they cross–the common manufacturing method used by mesh suppliers today. The quick answer is that the research covered in this and the previous articles was carried out between 1993-96, and the mesh fabrics used in the trials were not fixed in this way.
Our findings with unfixed mesh demonstrated that friction between overlapping threads causes bowing of the threads and subsequent tension loss as the threads slowly realign over time. What’s interesting to note, however, is that this research was prompted by an accidental discovery.
Four meshes had been measured every day for 40 days after they were stretched. These meshes had shown stable tension levels for the previous 32 days. Then two of the tensioned screens were transported by car 200 miles to another location. They were measured immediately after arrival and were found to have lost 20% of their average tension values. But when the screens were returned to the original shop (again by car) and measured, no more tension loss was recorded, and the screens were stable at this lower tension level. Their tensions were then compared to those of the two screens left behind, which served as a control. Both control screens were found to have the same higher tension level as before. The sudden tension loss with the seemingly stable meshes needed an explanation, and research showed that it was fiber realignment.
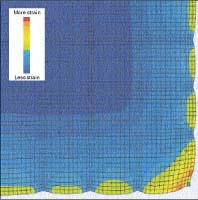
How the fixing of the mesh contact points together actually affects tension loss and fiber realignment is a matter that requires further research. But I speculate that fixing the threads would reduce the fiber-realignment effect and increase tension stability. Keep in mind, however, that the stretching method would continue to play a role. For example, a multiple-clamp stretching system with gaps between the clamps would create stretching variations as shown in Figure 1, which would result in misalignment of threads, cause tension inconsistencies, and, inevitably, lead to tension loss.
Squeegee forces and deflection
A key skill for a screen printer is properly setting up the squeegee, both in terms of angle and the vertical forces applied during the print stroke. Many screen-printing operations spend a great deal of time adjusting squeegee parameters without fully understanding the consequences of these adjustments. Accepted squeegee- setup practices are typically based on folklore and tricks developed decades earlier that are still used despite the fact that squeegees, screen meshes, and inks have all changed substantially.
A key part of the research conducted at Swansea involved reengineering a cylinder press and a flatbed press with load-sensing instruments to measure and display the vertical forces applied on both sides of the squeegee blade. Displays were placed next to the press so that they were always visible to the press operator, who then used them to consistently set the static vertical forces on the squeegee.
The measurement of these static vertical forces was supported by high-speed data recording of the dynamic vertical forces on the squeegee and other press components during printing operations. In the trials, more than 100,000 readings/sec were recorded, providing very detailed profiles of the forces and changes experienced by the squeegee. These changes and forces were found to occur in stages, and, as Figure 2 shows, they demonstrate that the forces on the squeegee are rarely stable. The constant changes the squeegee encounters during printing make even and consistent ink transfer an elusive target.
As part of the study, we also ran experiments to evaluate squeegee deflection during printing by comparing set contact angle to the real contact angle during printing. The experiments considered not only deflection of the entire blade (macrodeflection), but also microdeflection of the blade edge where it makes contact with the screen. In these experiments, we used an array of sensors behind the rear edge of the blade to measure macrodeflection, then applied these measurements to a computer simulation to calculate microdeflection at the blade edge.
One finding of these trials was that the squeegee’s measured profile perpendicular to the print stroke did not match the profile expected. As Figure 3 shows, we anticipated that the lack of support at the ends of the squeegee would cause the ends to bow away from the direction of the print stroke. In reality, the lack of stencil openings at the squeegee ends and the presence of ink allowed the ends to slide easily with little friction or deflection. However, in the center of the screen, greater friction created by the open image areas of the mesh and the presence of more ink caused the center of the blade to deflect. This bowing results in variations in the squeegee contact angle and edge profile across the blade, which, in turn, causes variations in the amount of ink transferred across the print width.
Figures 4A-4C depict the macrodeflection and microdeflection experienced by the squeegee blade under three conditions. The first two (Figures 4A and 4B) consider a soft squeegee (low durometer), while the third (Figure 4C) is a control showing the effects with a steel blade. Blade height and initial angle were identical for all three.
Figure 4A shows vertical forces experienced by the blade and its resulting deflection. This is comparable to the deflection experienced during squeegee setup. Macrodeflection of the squeegee is measurable, but not large. However, the microdeflection chart indicates that the contact angle at the squeegee edge is significantly different than the initial set angle.
In Figure 4B, the squeegee experiences the same vertical force as in Figure 4A, plus a horizontal force representing friction and drag from contact with the screen during the print stroke. Here, the macrodeflection image illustrates a large deflection of the squeegee from its initial set angle. The real impact of extra horizontal force is illustrated in the microdeflection image of the squeegee edge, which shows substantial distortion. Such distortion and higher stress at the edge can cause accelerated squeegee wear and lead to a rounded edge profile. With the steel squeegee blade represented in Figure 4C, the forces are too low to cause any deflection, so the real contact angle during printing is unchanged from the set contact angle.
These results illustrate the effect of squeegee angle and its true value at the contact point. The true contact angle is highly important for the ink-transfer process because it controls or influences the contact time, ink-flow pattern, and amount of ink transferred. These experiments suggest that the significant time and effort shops put forth in changing the squeegee angle between jobs has a minimal impact on printing performance. The combination of vertical and horizontal forces during the print stroke and the actual squeegee angle they result in have a much greater effect than the initial angle setting.
Our research at Swansea confirmed that correct ink transfer is achieved by balancing a number of dynamic squeegee and ink properties with variables such as screen coverage area, vertical forces, friction, and stroke speed. The range of successful combinations becomes smaller as the squeegee becomes harder. This is why softer squeegees are easier to set up, but provide less consistent results during printing.
Controlling squeegee deflection
One technique commonly used to control deflection and contact angle during printing is to use layered, multidurometer squeegees. Such blades combine softer outer layers with a harder, more rigid center layer to help maintain the correct contact angle without risking damage to the squeegee edge or screen. They also help simplify setup time and accommodate a larger range of press settings.
Another common solution often suggested by press manufacturers is to use a reinforced squeegee. Most commonly, such reinforcement takes the form of a stiff backing plate to support the squeegee. Our experiments included printing trials to assess how the height of the backing plate relative to the squeegee might affect deflection. All the tests used identical squeegees backed with a steel plate.
The results of three of the tests are shown in Figures 5A-5C. On the first squeegee, the plate was positioned flush with the bottom of the squeegee (Figure 5A). On the second, the plate ended 3 mm above the bottom of the squeegee (Figure 5B). And on the last, the backer was affixed 10 mm above the bottom of the squeegee (Figure 5C).
The diagrams show only minor differences in squeegee deflection when the backing plate is offset 0 mm or 3 mm. However, note that the edge profile with a 0-mm plate height is somewhat flat. With a 3-mm backing, the squeegee edge is slightly rounder and may be more resistant to wear. At a 10-mm backing height, the deflection of the blade from its set angle becomes noticeable. This suggests that leaving 10 mm of squeegee unsupported will not provide the control necessary to maintain a particular contact angle while printing.
These results indicate that a support plate should extend almost the entire free height of the squeegee blade. Keeping the backing plate just a little above the squeegee bottom may extend the edge life of the blade. It also can reduce the likelihood of ink contamination from ink that gets trapped between the squeegee and support blade or mesh damage from the support plate accidentally making contact with the screen.
Overall, the deflection experiments suggest that minor changes in initial squeegee-angle setup may have little true effect on the real squeegee angle during printing unless a stiff or reinforced squeegee system is used to control macrodeflection of the blade, and hence, microdeflection at the blade edge.
Optimizing squeegee setup
During the experiments conducted at Swansea, the squeegee confirmed its status as one of the most significant, yet least controlled, elements of the screen-printing process. However, the data collected showed that by removing the individual printer’s magic touch as the basis for squeegee setup and replacing it with measurable, repeatable procedures, we significantly reduce the number of variables that come into play and simultaneously shorten setup times.
Adding instruments to the squeegee assembly to measure and control vertical squeegee forces during printing allows initial press setup to be achieved with standard, preset values and creates a common starting point irrespective of the type of job being printed or the person operating the press.
Using a reinforcing support plate or a squeegee manufactured to resist deflection helps control the macro angle of the squeegee, resulting in less variation in the true contact angle at the squeegee edge. This will result in a much more sensitive press setup, because the tolerances for achieving the correct squeegee parameters become narrower.
However, once an operator becomes familiar with the procedures, setups become easier and faster, on-press consistency becomes better, and print quality improves. If a shop employs instrumentation to measure squeegee deflection and reinforced squeegees to control this deflection, it can quickly establish an effective routine for setting up presses by the numbers–thereby ensuring accurate results with any job.
Ink measurement and stabilization
The other area investigated during the research program was ink properties and how they can be identified, measured, and stabilized. One key finding concerns the flow properties of screen-printing inks and how these properties are measured and controlled.
The primary flow property in which screen printers are interested is viscosity, which relates to an ink’s resistance to flow. Ink viscosity is typically measured by ink manufacturers using highly sensitive, sophisticated, and expensive tools, such as cone and plate rheometers. These devices measure the resistance of the ink to the relative rotation of two non-flat plates at various speeds to arrive at a viscosity value. However, the way this value relates to an ink’s shearing characteristics under a squeegee blade is somewhat questionable and unclear. In reality, a great deal of ink development is based on practical, on-press trials and feedback from the printers using the inks.
One factor influencing ink viscosity that printers can control is ink temperature. In general, the colder an ink is, the more viscous or resistant to flowing it becomes. So if a printer starts a production run with cold ink, the printed results will not be the same as when the ink is warm and flowing easily. This principle can be tested in any shop with two identical containers of ink–one at a warm room temperature and the other stored in a refrigerator. In some cases, the differences felt just by stirring the inks will be enough to demonstrate the impact of temperature. Alternately, both inks can be used on press with identical setups to print the same image, and the resulting prints can be compared. The differences will be obvious.
During the course of our experiments at Swansea, we devised a simple method for controlling the ink so that it would always be delivered to the press at a consistent temperature level. The solution was a water-bath system for containers of ink. The bath consisted of a large plastic container filled to a particular water level. The bath was equipped with a large aquarium water heater, as shown in Figure 6. The water heater, which was self regulated to within ±0.5°C, allowed us to accurately control the water temperature and, hence, the ink temperature to match the range recommended by the ink manufacturer. The bath was left on continuously, and ink containers were placed in the water at least one hour before the ink was to be used. The ink temperature also was measured before use to ensure it had reached the correct temperature. In this manner, we were able to deliver inks that had the correct flow properties starting from the beginning of the print run, which ensured consistent and predictable printed results.
Consistency through control
Control is critical for achieving consistency in screen printing, but real control can only be gained by measuring the process and recording the results to arrive at meaningful benchmarks and targets. The studies outlined here demonstrate how measuring several simple elements of the production process can significantly reduce press variability and improve printing quality.
The excessive time that many shops spend in setting squeegee angle, force, and speed on their presses through trial and error often has no significant impact on the final print. By adopting standard setup parameters, however, shops create a repeatable starting point that is supported with proven values and tolerances. As a result, setup effectiveness increases while setup time decreases.
Keep in mind that the use of standard press-setup parameters does not imply that the modern printer requires fewer skills. The standard setups simply allow printers to focus their skills on real production issues, such as enhancing efficiency and profitability, rather than wasting valuable time on basic press-setup functions.
Screen printing is fighting a battle with digital printing on one side and offset printing on the other. The result has been compression of several of screen-printing market segments. To ensure their survival, screen printers must increase the consistency and repeatability of the process while reducing production costs. Standardizing all elements of press setup and production–squeegees, inks, screens, press-operating procedures, etc.–is the most-effective way for screen shops to remain competitive and profitable.
Author’s note: The screen-printing research study referenced in this article was completed in 1997. However, research continues at the Welsh Center for Printing and Coating (WCPC), University of Wales–Swansea, United Kingdom. Among other projects that the Center is involved with are the development of digitally imaged disposable screens, creation of a high-speed screen-printing system, and more. For details on these and other projects, please contact Dr. Tim Claypole of WCPC by e-mail at t.c.claypole@swan.ac.uk or visit www.swan.ac.uk/printing.
About the author
Dr. John Anderson is a printing-industry consultant, engineer, and trainer based in Pittsburgh, PA. He specializes in simulated press-operation training for flexography, gravure, offset lithography, and screen printing. In 2003, he won the Academy of Screen Printing Technology’s annual Swormstedt award, which recognizes authors of groundbreaking technical articles related to screen printing. He can be reached at fcaassociates@aol.com.







Subscribe

Magazine
Get the most important news
and business ideas from Screenprinting Magazine.
Most Popular
-

 Case Studies2 months ago
Case Studies2 months agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Art, Ad, or Alchemy2 months ago
Art, Ad, or Alchemy2 months agoF&I Printing Is Everywhere!
-

 Andy MacDougall2 months ago
Andy MacDougall2 months agoFunctional and Industrial Printing is EVERYWHERE!
-

 Columns3 weeks ago
Columns3 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Editor's Note3 weeks ago
Editor's Note3 weeks agoLivin’ the High Life
-

 Marshall Atkinson3 weeks ago
Marshall Atkinson3 weeks agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago“Magic” Marketing for Screen Printing Shops
-

 News & Trends2 months ago
News & Trends2 months agoWhat Are ZALPHAS and How Can You Serve Them in Your Print Business?