Prepress & Screen Making
Published
18 years agoon
Offset-printing companies and digital-graphics providers are challenging screen printers for market share. In order to remain competitive in screen printing today, printers have to take their quality-control programs to the next level.
On the garment side, printers are becoming more creative because buyers of decorated garments are continually demanding something new, fresh, and exciting. In the graphics market, customers are asking for higher resolutions and better color control. And, of course, in both the garment and graphics markets, clients are demanding faster turnarounds and better pricing.
In this increasingly competitive environment, screen printers are attempting to run as efficiently as possible, actively managing every step in their process. Implementing standard operating procedures (SOPs) is one way that many shops attempt to gain control over their processes. Costs can then be more accurately estimated and controlled with less overruns. And rejects and remakes can be minimized, while profits and fulfilled deadlines are maximized.
This two-part series focuses on the variables in screenmaking that can be controlled by establishing SOPs. It covers all aspects of screenmaking, except for mesh tensioning, which was covered in detail by Dawn Hohl in her series, “The Fundamentals of Screenmaking” (Screen Printing, Oct. ’05, page 32 and Nov. ’05, page 46). A reference guide also is provided on page 44 to help you get precise and predictable performance from your screens.
Understanding screenmaking variables
Before effective SOPs can be implemented successfully, you must have a working understanding of the many variables in the process (Figure 1). The operating procedures should then reflect the best possible methods to control these variables and achieve optimum print quality and efficiency. Establishing a controlled process begins by analyzing each step in the process and identifying what factors may influence the quality and consistency of the product.
Before you can standardize procedures, you must understand what impact each variable has on the process when it’s not kept consistent. When employees have a true understanding of how their own work affects the overall process, they will feel more inclined to participate in a new quality-control program. They also will take more pride in their work, which will improve their overall attitude and productivity.
With this in mind, let’s take a look at the key variables in the screenmaking department and how they influence your print quality. Along the way, we will discuss how to monitor and measure these important variables. Using a logbook to document these measurements will help you monitor the consistency of the process. It also may be helpful when troubleshooting problems.
| Figure 1 Stencil Variables | |||
Film • image density Mesh • mesh count Ink • flow characteristics |
Emulsion • stencil thickness Printing • color sequence Substrate • surface tension |
||
Degreasing
All screens should be degreased prior to coating with emulsion or film. Soft nylon-bristled brushes should be used to brush the degreaser onto the mesh. This adds a mechanical action that aids in cleaning. Also, brushes are gentler on the mesh than scouring pads and easier to keep clean than rags. Using a concentrated degreaser is a cost-effective approach to this process.
Care needs to be taken so that chemicals left on the washout booth do not splash back onto the mesh when using a pressure washer to rinse the screens. If fisheyes are a problem, you might consider flooding the screen with a high-volume, low-pressure rinse to help avoid blowback from the washout booth. Thorough rinsing of the entire frame also is necessary so that degreaser or other chemical residue left on the frame, or in the frame’s channels, does not drip onto the clean mesh during the drying process.
To help reduce contamination problems, routine daily cleaning of all washout booths is recommended. A more thorough cleaning should be done every three to six months. It’s a good idea to have dedicated washout booths–one for degreasing, and another for reclaiming.
After degreasing, screens (especially wet ones) should not be placed on a dirty floor in front of a dirty fan. This will greatly compound the contamination problem. Instead, use a water vacuum immediately after rinsing to extract most of the residual water from the screen, wipe the perimeter of the frame, and store the screen in a clean environment until completely dry. This method helps dry screens faster with less contamination.
Inspection
Incoming screens from the reclaiming department should be visually inspected for contamination, correct tension, and proper labeling of the mesh count. A properly calibrated tension meter and a mesh counter are useful tools to assure consistency. Be very careful during this inspection process not to re-contaminate the mesh. Do not touch the mesh with your fingers. The oil from your skin can cause fisheyes in the emulsion coating.
A light box with yellow safelight sleeves is a useful tool for screen inspection both prior to coating and after coating. Also, a simple chart in check-off form indicating the condition of the screens may be useful. Dust, lint, hair, and other forms of debris on the screen cause delays in touching up pinholes and may result in premature stencil breakdown and/or rejected screens.
Coating conditions
Before coating screens with emulsion, the screens must be completely dry. Otherwise, fisheyes occur in the emulsion coating. After the degreased screens are dry, they should be coated as soon as possible to keep contamination to a minimum.
After coating, the screens must be kept in a dry environment. Between 30-40% relative humidity is ideal, and the humidity should never exceed 50%. Too much moisture in the emulsion coating, even if it feels dry to the touch, will result in improper exposure and incomplete cross-linking (emulsion hardening). If this occurs, it may result in the following problems:
• pinholes developing while printing
• premature stencil breakdown
• difficulty in reclaiming
• increased ghost/haze images after reclaiming
Using a hygrometer, which measures relative humidity, where emulsion-coated screens are kept to dry will help you monitor the environment. Logging this information helps identify trends when humidity tends to spike and cause problems.
Although a room may be kept dry with the use of dehumidifiers, exhaust vents, heaters, and/or air conditioning, screens should not be used until the emulsion itself is sufficiently dry. A moisture meter can be used to help determine when the screens are dry enough to be exposed.
Dry emulsion-coated screens are susceptible to re-hydration prior to exposure. If properly coated and dried screens are stored in a humid environment prior to exposure, the emulsion will reabsorb the moisture and suffer consequences similar to that of an underexposed screen. Be sure to keep screens dry right up until they are exposed because they are resistant to humidity only after exposure, washout, and drying of the stencil. This applies to diazo-photopolymer (dual-cure) and SBQ-photopolymer (one pot) type emulsions. Straight diazo sensitized emulsions are somewhat susceptible to humidity even after processing the stencil.
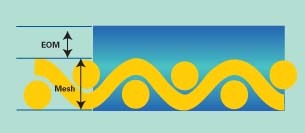
Emulsion over mesh
Stencil thickness, or emulsion over mesh (EOM), is one of the most important variables to control (Figure 2). If the stencil is too thin in relation to the mesh thickness, the following printing problems may occur:
• smearing in the direction of the squeegee stroke
• dot gain in the shadow areas
• dot loss in the highlight areas
• excess ink build-up on the substrate side of the screen
• moiré
• sawtoothing in the print
• fine details closing in due to overexpsure if the exposure times were set for a thicker stencil
If the stencil is too thick in relation to the mesh thickness, other problems may occur:
• difficulty in drying
• poor ink release from the stencil, or too much ink deposit in cases where the ink does release from the stencil
• dot loss, or gain, as a result of the previous problem
• pinholes and possible premature stencil breakdown resulting from under-exposure, if exposure times were set for a thinner stencil
General printing applications not involving UV inks, fine lines, or halftones benefit from a 20% EOM ratio. This gives the stencil sufficient shoulder to bridge the mesh threads properly and provides a nice gasket with the substrate.
Depending on your printing application and the thickness of the mesh, the actual emulsion build-up above the mesh can be between 12 microns to more than 40 microns. For example, a 110-thread/in. mesh with 80-micron thread diameter and a fabric thickness of 116 microns would print well with approximately 23 microns of emulsion build-up, whereas a 230-thread/in. mesh with 40-micron thread diameter and a fabric thickness of 58 microns would print well with approximately 12 microns of emulsion build-up.
With the increased popularity of specialty printing on garments, variations in stencil thickness to yield a special look or effect must be evaluated and documented for repeatability. For example, high-density printing has sparked some enthusiasm among print buyers and consumers. For printers who produce high-density graphics, the tendency has been to see how thick a stencil can be used for the most dramatic effect. Some of the best-looking high-density designs are achieved with stencil films around 200 microns. But keep in mind that with a thicker stencil, it becomes more difficult to print sharp edges and fine details because of light scatter during screen exposure.
Designs that incorporate fine lines, halftones, process colors, and UV inks benefit from a 10% EOM ratio. This type of printing is usually performed on finer meshes and doesn’t require as thick a stencil to form a good gasket, because the finer meshes have a smoother surface structure than coarser meshes. Additionally, the thinner stencil allows for finer- resolution printing.
Depending on the thickness of the mesh, the actual emulsion build-up above the mesh can be between 4 microns to around 15 microns. For example, a 380-thread/in. mesh with 34-micron thread diameter and a fabric thickness of 48 microns will print well with approximately 5 microns of emulsion build-up, whereas a 255-thread/in. mesh with 40-micron thread diameter and a fabric thickness of 58 microns will print better with approximately 6 microns of emulsion build-up.
When process-color printing with UV inks, a slightly thinner stencil with an EOM between 2-4 microns will help reduce ink piling and skipping. However, thinner stencils may form poorer gaskets with the substrate, which can cause some of the printing problems mentioned earlier. To improve stencil gasketing when using very thin EOMs, I recommend using mesh with thinner thread diameters and thin capillary films instead of direct emulsion.
For example, if using 380-thread/in. mesh, switch from a 34-micron thread diameter to a 31-micron thread diameter, or use a 460-thread/in. with a 27-micron thread diameter. These meshes are thinner and have smoother surface structures. Capillary films inherently create better stencil gaskets as they are a solid, flat film rather than liquid emulsions, which shrink by at least 50% after drying due to their water content.
A stencil-thickness gauge is essential for monitoring, recording, and controlling stencil thickness. This tool should be used at regular intervals and the data logged for reference purposes.
Rz value
Rz value refers to the surface roughness of the stencil and is measured in microns by an instrument called a surface profilometer or Rz meter (Figure 3). A profilometer measures the profile of any given surface. The measurement is an average of five readings and indicates the average difference between the highest and the lowest measured spots.
An Rz value of 15 microns means there is a deviation in surface roughness of 15 microns between the highest and lowest points. The knuckles of the mesh where the threads intersect one another generally represent the highest points. The open areas of the mesh where the emulsion shrinks back into the weave usually represent the lowest points.
As screen printers, we are concerned with the surface of the stencil that comes in contact with the printing surface. The stencil surface should be smooth enough to form a gasket, or seal, on the substrate. If a good gasket is not achieved, ink will flow underneath the rough surface of the stencil and cause dot gain, color shifts, bleeding, ink buildup on the print (substrate) side of the screen, and smeared edges.
When printing directly onto a T-shirt, the Rz value is less important than when printing onto a plastisol underbase. The T-shirt is absorbent, and the plastisol underbase is not. If your substrate is non-absorbent, like vinyl or polycarbonate, the Rz value becomes more important because the chance of ink smearing and bleeding increases. With an absorbent substrate, the ink is absorbed before it bleeds too much.
Rz values need to be observed more carefully when using liquid direct emulsions because of the shrinkage (50-70%) these emulsions experience as they dry. Direct emulsions tend to take on the rough surface structure of the mesh. To make the coating smoother, printers generally use subsequent coatings called “face coats.”
Face coats are applied to the substrate side with a sharp-edged trough after the initial “base” coating has dried. Using a sharp-edged coating trough helps minimize additional stencil thickness. Acting like a doctor blade, the trough cuts the emulsion off at the knuckles of the mesh, filling only the low spots of the stencil surface. Three wet-on-wet face coats add only about one micron to the stencil thickness but can improve the Rz value (smoothness) by 30%. As face coats are merely a thin veneer coating on top of a previously coated screen, the drying time is very short.
A general rule of thumb is to have the sum of the Rz value of the substrate plus the Rz value of the stencil equal no more than 15 microns. In most cases, the lower the Rz value of the stencil surface, the better the print quality.
Bringing control to the screenroom
In this installment, you learned about the myriad variables that affect accuracy and efficiency in screenmaking and, ultimately, the quality of the products you print. By following the quality-control recommendations provided here, you’ll be able to stabilize the variables so that you achieve the best results every time you produce a screen. Next month, the discussion will continue with the remaining steps of the screenmaking process, including coating, exposure, and reclaiming.
| Standard operating procedures for screenmaking | |||
| Processing step | Suggestions and tools for successful implementation | ||
| Stretching | • Keep log of mesh-roll-specification tags • ID and log all frames for tracking screen life and cause of failure • Check for proper mesh alignment on frame and minimize wasted mesh • Keep two tension meters; calibrate and check for consistency regularly • Use mesh counter (measuring microscope or mesh/ film-dot counter) |
||
| Degreasing | • Clean booth every day • Use soft, nylon-bristled brush instead of rags or scouring pads • Use dedicated, clean, water vacuum to remove water • Use rags to wipe frame |
||
| Drying | • Keep area clean and dust-free • Use drying cabinet or heaters and/or air purifiers instead of dirty fans • Place screens in racks and off the floor |
||
| Inspection | • Use light table • Use calibrated tension meter • Use mesh counter |
||
| Coating | • Clean/damp mop coating area every day to reduce screen contamination • Use round-edged coating trough design for base coating • Use sharp-edged coating trough design for face coating |
||
| Drying | • Use dehumidifiers, heaters, and air purifiers for efficient, controlled drying • Use hygrometer to monitor temperature and humidity • Maintain 30-40% humidity, 50% max, 90-100 F temperature if possible • Use moisture meter to check emulsion dryness • Use stencil-thickness gauge to monitor and log EOM • Use surface profilometer (Rz Meter) to monitor and log Rz value |
||
| Exposure | • Use integrated pin-registration system for screens, vacuum frame, and press • Use film-punch system • Clean exposure glass and film positive prior to exposure, check alignment • Clean vacuum blanket periodically • Log vacuum level from gauge (inches of mercury) • If possible, check for Newton-ring formation on film positives while screen is under vacuum |
||
| Development | • If possible, use warm-water developing • Use fine spray pattern with ample pressure • Vacuum away water to accelerate drying • Use rags to wipe frame |
||
| Press ready | • Use light table • Use loupes and/or microscopes • Properly apply touch-up, block-out, and tape |
||
| Reclaiming | • Use dedicated nylon-bristled brushes for each chemical • Brush both sides of screen thoroughly with each chemical • Use backlit washout booth if reclaiming manually • Use minimum 1000-psi pressure washer |
||
| Tip: Clear, concise, graphically illustrated procedures for each of the 10 steps can be laminated and posted at each station to help reduce confusion while emphasizing the importance of following SOPs. These graphic procedures also can be useful in training new employees. | |||
About the author
Dave Dennings is product manager for screenmaking products with KIWO Inc., Seabrook, TX, a manufacturer of stencil materials and screenmaking equipment. He is also responsible for running the company’s applications lab. Dennings has been involved with screen printing for more than 17 years and has served in technical-sales positions with both KIWO and Sefar America. A frequent speaker and contributor to industry publications, he holds a bachelor’s degree in visualcommunications technology from Bowling Green State University.





Subscribe

Magazine
Get the most important news
and business ideas from Screenprinting Magazine.
Most Popular
-

 Case Studies2 months ago
Case Studies2 months agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Art, Ad, or Alchemy2 months ago
Art, Ad, or Alchemy2 months agoF&I Printing Is Everywhere!
-

 Andy MacDougall2 months ago
Andy MacDougall2 months agoFunctional and Industrial Printing is EVERYWHERE!
-

 Columns3 weeks ago
Columns3 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Editor's Note2 weeks ago
Editor's Note2 weeks agoLivin’ the High Life
-

 Marshall Atkinson2 weeks ago
Marshall Atkinson2 weeks agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago“Magic” Marketing for Screen Printing Shops
-

 News & Trends2 months ago
News & Trends2 months agoWhat Are ZALPHAS and How Can You Serve Them in Your Print Business?