Prepress & Screen Making
Published
18 years agoon
One of the basic tenets of screen printing is that if you want high-quality prints, you need to start with high-quality screens. That’s why the most successful printing operations devote significant time to bringing the variables of the screenmaking process under control. As pointed out last month in the first part of this series, the most effective method of gaining control over variables is to standardize your screenmaking procedures.
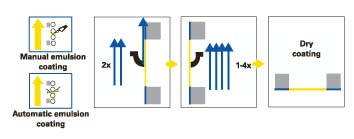
One of the basic tenets of screen printing is that if you want high-quality prints, you need to start with high-quality screens. That’s why the most successful printing operations devote significant time to bringing the variables of the screenmaking process under control. As pointed out last month in the first part of this series, the most effective method of gaining control over variables is to standardize your screenmaking procedures. This month, the discussion concludes with a look at the remaining parameters that have to be carefully regulated in order to ensure the best possible results. Coating techniques Selecting the appropriate coating techniques requires you to consider the job at hand, your shop’s equipment, and other factors that we’ll discuss here. First, let’s define base coating and face coating. Base coating is the initial application of emulsion. A round-edged trough is typically used. This coating brings us close to our target stencil thickness. Face coating is an optional wet-on-dry process that uses a sharp-edged trough to improve emulsion smoothness. The complete coating process is depicted in Figure 1. Numerous styles of manual and automatic coating troughs are available. They vary in edge radius, angle, and volume of emulsion they hold. Decide which style of trough suits your purpose, and stick with that one design. A round-edged trough is desirable, whether coating by hand or machine, as it requires fewer passes to produce optimum stencil thickness. Don’t be too concerned about how thick the emulsion looks after you use a round-edged coating trough. Most emulsions are more than 50% water, which evaporates during the drying process. The dry emulsion film will shrink back to less than 50% of its wet-film thickness. Many troughs used on automatic coating machines are too sharp and require many coating passes to reach the desired emulsion thickness. This reduces throughput. However, sharp-edged troughs have their place. One example is applying a face coating to improve Rz values. Keep a set of sharp-edged troughs on hand, and consider the use of dual-edged (one sharp, one round) coating troughs when coating manually. Several factors influence the number of coats necessary to reach your target thickness. They include mesh count and thickness, thread diameter, coating-trough-edge radius, emulsion viscosity and solids content, the coating trough’s fill capacity, screen cleanliness, and coating speed, angle, and pressure. When coating, always begin from the substrate side of the screen. Once full penetration is reached, begin coating from the squeegee side. The coats on the squeegee side are important in achieving our specified stencil thickness. The emulsion builds up on the substrate side with each successive coat of emulsion from the squeegee side. To avoid trapping air, coat until a glossy, mirror-like finish appears on the squeegee side. If the squeegee side has a dull, matte finish, then the emulsion has not pushed all the way through the mesh. This increases the risk of trapping air bubbles in the mesh openings. These air bubbles may not be visible without magnification, but the cycling of the squeegee and floodbar during printing may break open hidden air bubbles in the screen and create pinholes during the press run. You can use a stepped-coating test to find the coating technique that matches your target stencil thickness. A stepped coating technique is used to apply various coating thicknesses onto one screen. When dry, these coatings are measured to identify the proper technique required to achieve a specified emulsion over mesh (EOM) and Rz value. A stencil-thickness gauge and an Rz meter are used to measure and log thickness (EOM value) and smoothness (Rz value), the two most important stencil variables. For many mesh counts, a 2/2 coating technique works well for many mesh counts. But you’ll often need to use other coating techniques when you work with very coarse or very fine meshes. Improper exposure Exposure calculators and neutral-density step filters are key process-control tools that help you make sure the emulsion receives enough UV light to fully react and harden the stencil. If the emulsion is not hardened all the way through its coating, problems associated with underexposure will ensue. These include scum in the image area, sawtoothing (poor mesh bridging), premature stencil breakdown, difficulty reclaiming, and more pronounced ghost/haze images. Overexposure is associated with certain problems as well. Some examples are decreased resolution, loss of highlights, poor edge definition, and moiré caused by loss of highlight dots. Grossly overexposed stencils also may become brittle. Exposure calculation Exposure calculators are used to determine where complete exposure takes place. To properly use an exposure calculator, each different mesh count and/or color must be coated to its targeted thickness, thoroughly dried, and exposed for twice the assumed proper exposure. Depending on the number of neutral-density filters in the calculator, five to ten steps of different exposures will be represented—from too little to too much. Evaluate the exposed and developed screen in front of a light table once it’s dry. Look at each exposure step of the calculator, starting with the shortest exposure (the darkest filtered step on the film’s calculator). Determine which step shows no visible outline of the rectangular filter. Multiply the factor/number associated with this step by the time used to expose the calculator. The result is the optimum exposure time needed to thoroughly harden the emulsion and achieve complete exposure. The next step is to determine whether the copying properties at this exposure step meet or exceed production requirements. Remember to evaluate the stencil’s copying properties at the step determined to be appropriate in the previous paragraph. Resolution, edge definition, and mesh bridging Copying properties include resolution, edge definition, and mesh bridging. Resolution is determined by the size of finest line or dot reproduced by the emulsion, edge definition is how sharply defined the stencil edge reproduced in comparison to the artwork on the film positive, and mesh bridging is how well the emulsion maintains the size and shape of the artwork when bridging the gap between the threads. Remember to take into consideration the mesh count and the amount of detail typically used on such screens when evaluating copying properties. A 50-75x microscope is useful when assessing these characteristics. Don’t make the common mistake of evaluating the exposure calculator’s finest detail without regard for the mesh count and mesh color on which it was reproduced. Doing so can pose a problem because the detail on the exposure calculator is often too fine for the mesh count. Some exposure calculators have only fine lines and halftones on them, but many screen printers still use them on coarse meshes. Coarse meshes can’t be used for extremely fine-detail printing, so don’t expect to resolve 50-micron lines on 110-thread/in. white mesh. Light scatter exposes and hardens emulsion that should be washed out during development. That’s why white mesh can’t support the resolutions attainable with dyed mesh. Dyed meshes absorb much of the light used to expose the screen, which helps prevent light scatter from undercutting the opaque image areas. However, this light absorption increases the exposure time for dyed meshes by at least 50-80%. Light sources and vacuum frames If you use a quality single-point light source with a properly functioning vacuum frame, resolution should not be a problem—even at complete exposure. The light source should be able to expose evenly across the surface of the vacuum frame and exhibit collimated light—light that travels perpendicular to the vacuum frame without much scatter (Figure 2). The vacuum frame should have scratch-free, optically clear plate glass, and it must be capable of producing Newton rings during vacuum draw down. Newton rings are impressions seen on the film through the glass that indicate a tight seal between the film positive and the emulsion. You can identify Newton rings by looking at the vacuum-table glass at a low angle. They will look like dark, wet, little circles covering the film positive. Ensuring a proper seal between the film and the emulsion is an important step in process control that you should conduct on a regular basis. Insufficient vacuum leads to light leakage underneath the image areas of the film positive during exposure, thus exposing emulsion in the image area. Fine details may not open up fully during washout—or at all. Additionally, insufficient vacuum can usually be blamed for loss of highlight information in the print and poor stencil-edge definition. Monitoring and documenting inches of mercury (a unit of pressure denoted as inHg) from your vacuum frame can be useful in troubleshooting. Exposure-control films Neutral-density step filters, like the Stouffer 21-step, consist of small, square filters ranging in density from 0.05 to 3.07. You can place these small films right on the vacuum frame just outside the image area or directly on the screen itself. The 21-step control film will assist you in finding variations in your stencilmaking process. Even though it won’t tell you what has changed, it will tell you when a change has occurred. Some of the 21 steps will fall off during stencil development. The number of steps that remain firmly attached to the screen is used as a numerical reference of stencil durability or hardness. Exposing to a solid step nine means nine steps remain firmly on the screen, while 12 steps have fallen off (or are starting to fall off). When developing screens, you can easily see whether a consistent, solid step is being maintained. If it is, you know your stencil is achieving the same hardness. The 21-step control film also helps determine such things as change in emulsion types, variation in lamp distance, change in coating thickness, deterioration of the lamp not compensated for by an integrator, variation in development, and change in mesh selection. Art-to-mesh relationship The relationship between artwork and the mesh is key to capturing all the image information as intended by the artist. Proper mesh selection becomes more critical when artwork entails very fine lines, text, or dots. The mesh needs a high enough frequency of threads onto which the emulsion will attach. There are limits in screen printing as to how fine a line or dot can be printed. Ink has to transfer through the screen in this process, which makes the finest dot size proportional to the thread diameter and mesh thickness. Even the finest meshes carry/hold more volume of ink than do plates used in offset printing. Therefore, when ink transfers to the substrate in screen printing, there is naturally a greater flow of ink, which hinders our ability to resolve very fine lines and dots. When the finest mesh counts with the thinnest threads measure 40-50 microns in mesh thickness, it is unreasonable to expect to consistently print detail finer than 40-50 microns. Print distortion is nearly inevitable because threads block so much of the image. Many film positives used today for halftones and process-color printing contain dots that are simply too small to print (Figure 3). Significant dot loss in the highlights is common because the dots are approaching the size of the threads. If the dots are positioned right on top of the threads, ink will not pass through the stencil. Even if the dot is not positioned directly over the thread, it is unlikely the ink will be able to release from the column formed by the emulsion. This is referred to as the tunnel syndrome. When the diameter of the dot to be printed is less than the height of the tunnel it must pass through, the ink tends to adhere more to the tunnel than to the substrate. Most of the ink will remain in the screen after the mesh peels, or snaps-off, instead of releasing onto the substrate. In the case of shadow areas (negative dots), the area to be kept open—free of ink—is too small to compensate for ink flowing after the screen peels from the substrate. This is referred to as dot gain. When artwork is so fine that it pushes the limits of printability, it becomes a problem in several areas. Screen makers are asked to resolve information on the film that is impractical to print. In an attempt to open up highlight dots, the screen maker underexposes the screen, which leads to increased pinholes. Shadows print 100% solid because the negative dots are too small to realistically keep open. Slow degradation of detail in the shadow areas occurs as a result of premature stencil breakdown. Dots fall off the screen due to poor anchoring to the mesh, which is linked to underexposure and small dot size. Stencils become more difficult to remove because a chemical reaction occurs between the ink, solvents used in wash-up, and the residual emulsion left in the screen from underexposure. Finally, ghost haze is increased because of the chemical reaction mentioned above, creating what appear to be stains on the mesh. You must set and monitor production parameters for optimum printing. Settings such as off-contact and squeegee angle, speed, and pressure need to be tested for different applications to establish best practices. Once these are in place, each press should be fingerprinted or mapped to determine each unit’s ability to hold resolutions with each mesh count imaged according to your standard operating procedure (SOP). Developing SOPs involves printing four-color-process test films with various halftone screen rulings and densities from 0-100% with known percentages for highlight, midtone, and shadow areas. The art department can use this information to see how compressed the tones become and then make adjustments to the output file to compensate accordingly. The output file’s tonal information should be adjusted so that the printed job matches the proof. Knowing the smallest dot size you’re able to print helps when creating the artwork and discussing jobs with customers. Reclaiming This processing step is often taken for granted. It involves removing the ink, emulsion, and any stains left in the mesh after completing a print job. Reclaiming obviously is not the most glamorous job in the shop—you may have trouble finding employees willing to do the job at all, let alone do it conscientiously. Remember that the screen is the hub of the entire process. Problems with screens can quickly bring production to a screeching halt. Let’s take a look at what we hope to achieve when reclaiming screens. Screen reclaiming is the process in which we attempt to return the screen to its original condition. This involves removing the ink from both the mesh and the frame. The emulsion must also be completely removed, followed by any ghost images and stains. What happens when the reclaiming department does a substandard job? If ink remains on the frame and makes its way to the coating and exposure area, the ink can contaminate the vacuum blanket, glass, and subsequent screens. This causes costly and unnecessary delays in production. If emulsion is not thoroughly removed, ink-transfer problems will arise on the next job. The problem begins to compound itself with each additional job. The result is rejected screens, remakes, and press downtime. The most costly place to have a rejected screen is on press. The lost time and cost overruns can really hurt the shop’s bottom line. Part of proper reclamation is as simple as brushing the chemicals into the mesh when using ink degradents, stencil removers, and degreasers. In the case of ink degradents and stencil removers, using nylon-bristled brushes helps to break down the ink and emulsion to a liquid state and allows them to release them from the mesh more effectively. Some screen shops rely too much on their pressure washers to hammer the ink and emulsion out with brute force in an effort to save time. This method doesn’t give the reclaiming products enough time to break down the ink or emulsion. Any residue left after pressure washing can restrict ink transfer in subsequent jobs and will build up over time. Premature ghost or haze images will become a problem. Printers are often told they don’t need to degrease their screens because their stencil remover or haze remover contains a degreasing agent. You should thoroughly test that claim. You may encounter problems with fisheyes in the emulsion coating, or you may have difficulty with scum in the image area that impedes ink transfer when you begin to print. This happens more frequently when finishing the reclaiming process with a solvent ink-haze remover that supposedly has degreaser in it. Even though saving time by eliminating the degreasing step sounds good on the surface, it may cost you more time and money in the long run. A good, concentrated degreaser is so economical that the price is basically insignificant. And the time you spend properly degreasing a screen will be saved in less time spent touching up pinholes, less press downtime, and fewer remakes. Take control A lack of control and consistency in the screenmaking process can impact the overall health and well-being of your business. You need to take an active role in implementing standard operating procedures and modern technologies that improve quality and workflow efficiency in order to get ahead and stay ahead in this changing market. Don’t forget that suppliers and manufacturers often conduct seminars and workshops that focus on the latest technologies available and how to integrate them. The screen-printing process is known for its variables, so you should make a priority of fully understanding and controlling as many of them as possible. Only by dedicating time for researching the impact these variables have on the quality of your product will you be able to establish a quality-control program that is supported by standard operating procedures. Consistency, efficiency, productivity, and increased profitability and competitiveness are your reward for implementing such a program. About the author Dave Dennings is product manager for screenmaking products with KIWO Inc., Seabrook, TX, a manufacturer of stencil materials and screenmaking equipment. He is also responsible for running the company’s applications lab. Dennings has been involved with screen printing for more than 17 years and has served in technical-sales positions with both KIWO and Sefar America. A frequent speaker and contributor to industry publications, he holds a bachelor’s degree in visualcommunications technology from Bowling Green State University.





Subscribe

Magazine
Get the most important news
and business ideas from Screenprinting Magazine.
Most Popular
-

 Art, Ad, or Alchemy1 month ago
Art, Ad, or Alchemy1 month agoF&I Printing Is Everywhere!
-

 Case Studies1 month ago
Case Studies1 month agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Andy MacDougall1 month ago
Andy MacDougall1 month agoFunctional and Industrial Printing is EVERYWHERE!
-

 Columns2 weeks ago
Columns2 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Editor's Note2 weeks ago
Editor's Note2 weeks agoLivin’ the High Life
-

 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago“Magic” Marketing for Screen Printing Shops
-

 Marshall Atkinson2 weeks ago
Marshall Atkinson2 weeks agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 News & Trends1 month ago
News & Trends1 month agoWhat Are ZALPHAS and How Can You Serve Them in Your Print Business?