Pad Printing
Published
16 years agoon
Every pad-printing business must, at some point, rise to the next level of difficulty by taking on jobs that demand technical expertise beyond the single-color, manual-load comfort zone. The risks are significant, but the benefits to your customers and your bottom line can be substantial. You’d like to be considered for those high-volume, automated projects that come along—especially multicolor ones. But how can you conquer the technical pitfalls, be competitive with other decorating methods, and still earn a decent profit?
Every pad-printing business must, at some point, rise to the next level of difficulty by taking on jobs that demand technical expertise beyond the single-color, manual-load comfort zone. The risks are significant, but the benefits to your customers and your bottom line can be substantial. You’d like to be considered for those high-volume, automated projects that come along—especially multicolor ones. But how can you conquer the technical pitfalls, be competitive with other decorating methods, and still earn a decent profit?
Choosing by numbers
Choosing between a fully automated pad-printing system, a semiautomatic, or even a manual one, all depends on your customers’ applications and goals. If the order volume is high enough and speed is critical, full automation may be in order. You definitely don’t want a manual setup when production runs climb into the hundreds of thousands or millions of units with tight turnaround times.
In part, the choice comes down to numbers: total run size multiplied by cost per unit equals your production budget. The number of such jobs you expect to produce and the anticipated return on your equipment investment also enter into the calculations. And don’t forget the time factor. You may find a way to produce the job with equal quality and less expense, but if you blow your deadline, the result won’t be acceptable to your customer.
When is a manual-loaded machine perfect and when is it just too slow? Before moving forward, consider carefully whether you should you stick with a manual operation instead of moving up to an automated pad-printing system with a mechanized parts-handling system. If the part is too large or irregular to be sorted and oriented by a feeder bowl or conveyor, or if a pick-and-place robot cannot easily grasp the part, then human hands and eyes may be the only solution for part loading and unloading.
Operator fatigue and repetitive physical stress are other considerations with pad printing larger parts that are continually lifted and pushed into a fixtures. These ergonomics questions also may impact your decision to keep a manual load and unload situation instead of seeking an automated alternative. Finally, the key factor is speed. If your production goal is beyond what can be humanly achieved under normal working conditions, it may be time to look into adding some form of mechanical device to boost up that piece rate to a more profitable level.
Efficiencies in fixtures and feeding
Vibratory feeder bowls are popular options for feeding parts into automated systems and are especially useful for basic orientation and sorting of bulk parts prior to dropping or inserting them into an in-feed track. The constant vibration keeps the bulk parts in motion while gravity tends to orient them into a heads-or-tails position. A sensor eye detects any improperly positioned parts and signals an eject device to return them to the bowl. The remaining parts are pushed or inserted into the final feed track, upon which they are advanced individually by an indexing device to the pad-printing machine.
Using a dial indexer, also called a rotary table, can boost production of either a manual or semi-automatic pad press. With multiple positions, holding from four to 12 identical fixtures, output can be dramatically increased. Once a part is loaded into the fixture, it is indexed to the next position where various operations can be performed prior to printing, such as pretreatment and securing parts. Subsequent indexing steps take the part through printing, as well as post-print inspection, curing, and off-loading (Figure 1).
Dial indexers are the dependable workhorses of automated pad-printing systems. They offer efficient circular arrangement of components and highly repeatable accuracy. The end result is increased production within a compact area, while maintaining good registration on multicolor applications. The use of an indexer in a semiautomatic system can give your operator a time edge by allowing him or her to load up every fixture and run the machine continuously at top speed to achieve maximum output.
The linear shuttle is another parts-conveyance device that’s popular for multicolor pad printing. The shuttle advances a single fixture along a straight-line path at exactly programmed intervals, receiving a separate image or color at each position. You can typically apply up to seven colors successfully in sealed-inkcup systems using this device, depending on the size of the part and the image requirements. The benefit of using a shuttle in this way is its ability to hold tight tolerances on multicup systems with a single fixture. The disadvantage is its relatively slow speed and requirement for manual loading and unloading.
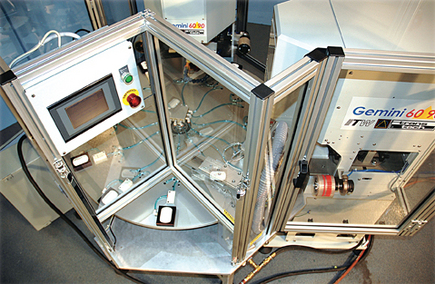
The rotating fixture is a technical variation on the shuttle that can extend the shuttle’s capabilities (Figure 2). This rotation is accomplished by an actuator that responds to a programmed command. By turning the part in increments of 90°, it allows the printheads to apply an additional image or set of images. This is especially useful for producing custom golf-ball decorations that demand tight, multicolor registration. For most applications, an acceptable tolerance for multicolor images is ±0.002 in. Anything more than that allows fine lines and halftone dots to blur. The result is just not a visually acceptable product.
A word to the wise: Don’t cut corners on that holding fixture or nest. It may be the weakest link in your chain of quality. The worst place to save money is buying second-rate tooling, or even worse—taking the do-it-yourself approach to precision tooling. Fixtures that are too loose or too tight directly impact your quality by producing inconsistent prints and increasing waste. Investing in the best materials and workmanship available will save you money in the long run. Experienced toolmakers are familiar with the clearance and spacing (also called pitch) of specific pad-printing machines. By knowing in advance which machine will be used in the printing system, the tooling designer can make allowances for proper loading and seating of the part in the fixture.
Other reliable auxiliary devices that engineers often specify for multicolor pad-printing applications are the racetrack conveyor, the over-under conveyor, and robotic part-handling devices. All are suited for long runs that require tight registration and durability.
Racetrack The racetrack carries 10-12 platens, each with its own part-holding fixture, in an oval-shaped path. The operator manually loads each fixture opposite the printing station. As each platen moves along the racetrack oval, it makes a 180° turn to face the printing machine, receives the image or images, then proceeds around to return to the unloading station. Racetracks usually employ barrel cam drives to accomplish their positive-stop positioning, which is critical for multicolor jobs. The racetrack is especially desirable for its durability and tight registration throughout long production runs.
Over-Under A comparable but much larger device is the over-under conveyor with its single-row, vertical loop of platens, with as many as 48 separate fixtures (Figure 3). This unit also uses barrel cams to advance and hold the platens in exact position. Over-under conveyors are recommended for fully automatic systems that incorporate multiple printing units and other auxiliary equipment. Such pad-printing systems may include in-feed conveyors, pick-and-place robots, curing units, sorting devices, and vision inspection components.
Robotics Enter the ultimate operator: a robot. An automated pad-printing system, though complicated, can be broken down into several individual tasks, most of which can be performed by mechanical or electronic devices (Figure 4). But when an action or decision needs to be made by an operator before the process can continue, that point can become the bottleneck of the production flow—especially if the action is repetitious. After thousands or even millions of cycles, the boredom factor begins to affect even the sharpest or most alert operator. Fatigue sets in and mistakes happen. A robotic device can add flexibility to your system: almost limitless choices of configurations, sizes, and applications are available; all programmable and customizable to fit your particular needs—especially when integrated with other automated components.
Another feature of robotic part-handling systems is speed. The remarkable quickness of movement will dramatically reduce cycle time. Servo-controlled components deliver high accuracy, with a tolerance for error reduced to near zero, which also minimizes scrap parts when interfaced with vision-inspection devices. The robot doesn’t mind repetitive work and doesn’t experience fatigue caused by boredom. As a result, you’ll experience less downtime and have fewer errors. The net gain is maximum repeatability and increased productivity.
Four-color process and more
The four-color-process images that appear on consumer items, giftware, and sporting goods certainly represent the most dramatic and vivid print jobs (Figure 5). They show off the flashy graphics and colorful artwork that adorn every available product surface of mass merchandise. And pad printing has certain advantages in decorating those uniquely shaped products by applying images to three-dimensional surfaces with minimal distortion.
Keep in mind that not all process-color jobs can be directly printed on any shade of material. Substrates that are colored or transparent may require an undercoat or a background of white to allow the semitransparent cyan, magenta, and yellow inks to properly reflect their true colors. Thus, the job necessarily may become a five-color project with white and black finishing the look.
Many multicolor jobs don’t involve traditional process-color printing. Instead, they may have several spot colors or even many layers of artwork. For example, the high-gloss finishes that you see on electronics and cell phones are frequently created by applying multiple layers of metallic inks with a final clear coat. You can also apply several custom-matched spot colors at widely spaced intervals by using multiple inkcups and special pad assemblies.
With large, multicolor applications, it’s possible to break an image in to smaller parts. By carefully dissecting large artwork into segments, each piece of the whole image can then be inked by a separate cup and, in turn, reassembled into the complete image during printing.
Multicolor pad-printing comes with its own set of challenges and difficulties. The correct formulations of inks and thinners—always important in single-color jobs—become even more critical with two or more colors. When in doubt, read and follow the ink manufacturers’ instructions printed on the containers. You should also monitor and control ambient air conditions to ensure consistency from start to finish. And don’t forget your pad blowers—they speed up multicolor jobs by helping ink transfer and release properly. They also flash off the solvents, thereby allowing your operation to run at peak rate.
Effective curing and part handling are especially important when so much ink is transferred to a part. A good rule of thumb is to apply moderate heat for as long possible without damaging the part. Though the ink on a recently printed part may feel dry to the touch, it isn’t truly cured for 48 hours—unless forced heat is used.
The added value of expertise
Before leaping into automated pad printing, first weigh the costs of trial-and-error guesswork or calling an expert. Buying any product without ongoing support is a simple, one-time business transaction. You pay your money and take delivery on the item. It’s like buying a hammer at the hardware store. Support beyond the sale is not included, so you’re on your own.
But this is product-decorating equipment, so the challenges may be overwhelming for those who aren’t experienced application specialists. Every job is custom and every situation is new, so consider starting an ongoing partnership with your supplier—interaction instead of a simple transaction. The former involves relying on trusted pad-printing expertise, while the latter is purely do-it-yourself learning. If you have lots of time to spend, go ahead and fiddle around. But why take your chances alone when you can form a long-term relationship with someone who already knows the answers.
The real question is what is your time worth? Or to put it another way, what is avoiding mistakes and wasted time worth? You could simply start from a blank page and do all the research and development on your own. But beware—innovative R&D can be costly and risky. Why invest your time and money in reinventing the wheel when there are experienced designers, specialists, and inventors who have already researched and developed lots of perfectly good wheels (and pad-printing machines) for lots of companies just like yours? Ask them for directions. They have been there, done that, and are glad to share the knowledge.
Be sure to ask to see samples of similar applications and videos of working machines. A picture may be worth a thousand words, but a short movie truly tells the automation story. Automated systems that incorporate parts handling, orientation, or pre-treatment are best understood when viewed in action. When seen via DVD, even a complicated system makes logical sense. Another tip: Ask lots of questions. Any reliable supplier will welcome your tough questions and answer them with authority based on practical experience. They may even suggest changes to the product design or your production process to improve the final results. Enjoy your new partnership and collaborate. Great minds think together.
Automate to compete
The days of cheap, low-skilled operators who monotonously hand-load parts into one-color decorating machines are slowly disappearing. Larger, more profitable manufacturing operations often require machine operators to monitor and maintain several machines, some fully automated and running 24/7, depending on production needs. Operators may bulk-load blank parts into hoppers and box finished parts for shipment. Periodic ink replenishing, pad replacement, and machine maintenance are ongoing operator duties in such facilities. These are highly skilled functions that require training and competent personnel who are able to monitor several operations on sophisticated decorating systems.
Many custom molders have captive decorating systems installed adjacent to or inline with plastic-injection-molding machines. The freshly molded part may be robotically transferred into the printing system with finished parts placed into bulk containers or into packaging equipment. The entire process is monitored and controlled to ensure consistent quality and output. Production runs on these finished parts may range from hundreds of thousands to millions. Automation is indispensable in achieving such goals.
The decision to automate certain aspects of your product-decorating process ultimately depends on these key parameters: the size and contours of the printed part, ink colors required, and specific production-volume considerations. Only you can determine whether the appropriate solution is a manual, semi-automatic, or fully automated system. You must weigh the higher cost of using more complex technology against the considerable benefits to your customer and your enhanced role as a value-added source. Making that leap will demonstrate that you’ve moved up to the next level of expertise.
Christopher Connell is marketing coordinator for ITW Trans Tech in Carol Stream, IL. He has published PADPRINT, the company’s quarterly newsletter, since 1990.






Subscribe

Magazine
Get the most important news
and business ideas from Screenprinting Magazine.
Most Popular
-

 Case Studies2 months ago
Case Studies2 months agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Art, Ad, or Alchemy2 months ago
Art, Ad, or Alchemy2 months agoF&I Printing Is Everywhere!
-

 Andy MacDougall2 months ago
Andy MacDougall2 months agoFunctional and Industrial Printing is EVERYWHERE!
-

 Columns3 weeks ago
Columns3 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Editor's Note3 weeks ago
Editor's Note3 weeks agoLivin’ the High Life
-

 Marshall Atkinson3 weeks ago
Marshall Atkinson3 weeks agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago“Magic” Marketing for Screen Printing Shops
-

 News & Trends2 months ago
News & Trends2 months agoWhat Are ZALPHAS and How Can You Serve Them in Your Print Business?