Direct-to-Garment, Direct-to-Film Drive Screen Printing Diversification
DTG and DTF opportunities aren’t limited to low-volumes and one-offs. Hear from equipment suppliers and end users about where to apply these technologies and how.
 OUR PRESSES MIGHT be pushing out dozens, hundreds, or even thousands of garments a day, but what about clients who do not need such volumes? The right direct-to-garment (DTG) and direct-to-film (DTF) technologies can not only help you capture this market, but also provide new opportunities for higher-volume work.
OUR PRESSES MIGHT be pushing out dozens, hundreds, or even thousands of garments a day, but what about clients who do not need such volumes? The right direct-to-garment (DTG) and direct-to-film (DTF) technologies can not only help you capture this market, but also provide new opportunities for higher-volume work.
Most apparel decorators are familiar with DTG, which has been available for nearly 20 years. Inkjet printheads deposit water-based ink directly onto a garment that runs through the machine on a platen, not unlike printing a piece of paper. The result is a colorful, photographic-quality print with an uber-soft hand.

Roland DGA’s Texart XT-640S offers multi-platen, large-format DTG printing with a 53” x 64” print size. Although this is a DTG machine, it uses inks similar to those of the company’s BN-20D DTF system (see page 38). “While Roland DGA does not support the XT-640S direct-to-garment printer as ‘DTF,’ we have received reports of it being used for some DTF jobs,” says Kitt Jones, product manager. Image courtesy of Roland DGA.
DTG can be just as useful for small runs and sampling as large orders requiring industrial equipment. However, this process requires a pretreated substrate. Some equipment manufacturers build pretreating capability into their machines. Others offer pretreatment machines designed to apply a precise, even coat as an alternative to manual sprays. Pretreated garments can be purchased ready-to-go, and many apparel manufacturers offer garments engineered specifically for DTG printing.
DTF, or direct-to-film, involves printing a transfer directly onto film that can then be heat-pressed or run through a conveyor dryer for a quick, finished print. Like DTG, the process is suitable one-offs and small runs as well as industrial-scale applications, which employ transfers ganged on a roll sheet of film. Garments printed with DTF don’t have as soft a hand as those printed with DTG, but they feel nothing like the hard or even “plasticky” results of inkjet, screen printing, or other transfer processes.

Ian Scherber, who now works for Kornit full-time, credits the manufacturer’s Atlas Max multi-platen DTG for dramatically transforming his screen printing business. Image courtesy of Kornit.
Although still in its infancy, the process has been the talk of the industry for the past few years due to its ease of use, durability, and continually improving print quality. This rapid advance has been driven in part by challenges already overcome with DTG, says Matt Gusse, founder and owner of equipment supplier DTF2U.com. In the early days of DTG, he explains, “The concept was there, but the performance was not right because of headaches … with the inks clogging, particularly white ink. When it came to DTF, we had a much more stable solution, being that the ink the already went through that process with the traditional DTG machines and the engineers got the kinks worked out.”
“So all we’re really doing is adding a new media rather than printing directly onto the garment,” he adds. “The industry has introduced a clear film that has advantages because it’s stable. You can see through it, and it doesn’t leave press lines like sublimation paper and some of the paper processes that are out there. The machine prints onto the film.”

Roland DGA’s VersaSTUDIO BN-20D DTF system is a roll-fed 20-inch DTF desktop printer based on the company’s BN-20 eco-solvent desktop printer/cutter. Image courtesy of Roland DGA.
Today, just about any DTG machine can produce DTF, which is a great desktop solution for printers doing small runs or sampling. Along with a digital printer, water-based ink, and film, DTF requires adhesive powder that “pulls it all together and lets that final step create that indestructible transfer we’ve come to know,” Gusse says. Manual curing, which involves shaking the powder on the film before putting it in a heat press or oven, can be preferable for small runs, one-offs, and work involving large-format printers with dozens of transfers ganged and printed onto a roll.
Also available are industrial systems with automatic shakers to apply the powder before transfers proceed through automatic heating systems and a take-up reel. “It’s a more traditional, digital large-format application for high-end transfers,” Gusse says. “Rather than having to do it manually and heat transfer prints one at a time with a heat press, they are going through a tunnel dryer and onto a take-up reel. So you’re capable of printing hundreds of square feet per hour versus a handful of transfers per hour like in the case of a desktop solution.”

DTF printing is not limited to T-shirts. Images courtesy of Equipment Zone.
ARE YOU READY?
“DTG and DTF are great tools for screen printers to deal with those non-traditional screen-printing orders that need lots of colors, [lots of] print sizes, or very short runs,” says Terry Combs, sales and training, Equipment Zone.
Examples of such orders range from rock bands requesting only a few dozen shirts to an order for a family reunion requiring six colors and multiple screens to accommodate different sizes. “Most screen printers aren’t going to do that because the profit just isn’t there,” Combs says. “With a DTG/DTF machine, you could say, ‘Come back in two hours and I’ll have the shirts for you.’”
Based on the experience of Idntiteez in Marysville, Kan., screen printers who previously passed on this technology might want to give it a second look. “After trying DTG years ago with a machine that had a modified Epson print head, we just weren’t happy with the problems it gave us, so we gave it up,” says Megan Urban, owner. “Years later we decided to give the Epson F2100 DTG machine a try.”
The difference was “night and day,” she says. The machine’s Garment Creator software comes with a print mode that enables switching from DTG to DTF by printing the design in reverse order (white last). Demand from new customers who were better off using the digital system than screen printing soon led to the purchase of two more machines. “We weren’t able to keep up,” she recalls.
Now, the three F2100 machines are devoted strictly to DTF. The company also uses a DTF-only machine from Equipment Zone. “We don’t even offer DTG anymore so we can skip the pretreatment process and the customers don’t notice the difference.”
Advertisement
DTF is a four-step process. Image courtesy of Roland DGA.
BIGGER FOR BETTER
Darren Stephenson of Global Impressions in Largo, Fla., is a third-generation transfer manufacturer with deep roots in screen printing. For decades, the firm sold screen-printed transfers for decorators to apply to garments and other substrates, eventually evolving into inkjet transfers and vinyl applications. Now, they are almost entirely dedicated to creating DTF transfers using an industrial system from DTF2U.com.
“I knew that it was the next big thing,” Stephenson recalls about his first exposure to DTF. “The transfer business changes every seven to 10 years and it finds a different customer and adjusts so well. I wanted to be a part of that.
“With screen printing, there’s no profitable way to produce small orders, oversized prints whether one-color or multicolor, photographic-quality designs, or hundreds of small-sized prints like neck tags,” he adds. “There’s business for volume DTF. As an adaptable company, it shows we’re not just the pioneers of the transfer game with equipment on a volume wholesale level, but there’s immediate recognition by the end user of the transfers themselves. So I just walked away from screen printing – it’s just too labor intensive.”
DTG also can lend itself to high-volume printing. So says Ian Scherber, screen category manager at Kornit, who spends much of his time providing “support, conversation, and ideation to help customers transition from screen to digital in their workflow.”
Scherber knows how to make this transition because he’s been through it. Prior to joining Kornit full-time, he was the owner and proprietor of Duluth Screen Printing in Duluth, Minn. In addition to manual presses and two automatics running multiple shifts, his shop’s roster of equipment included 20 embroidery heads, a sticker machine, and sublimation technology. “When COVID hit, I knew it was time to reboot,” he says.
The installation of Kornit’s Atlas Max DTG machine in 2021 “completely transformed our business,” he says. Online, direct-to-consumer sales commanded higher margins than contract work and local b2b jobs, with shirts selling for $29.99 rather than $11.95. Customers also appreciated the efficiency and cash flow benefits of ordering in quantities as low as one. “They no longer had boxes of unsold shirts lying around,” Scherber recalls. “We could do however many they wanted.”

The Kornit Presto Max can print on 100-percent cotton and natural fabrics for clothing, accessories, home furnishings, and more. Image courtesy of Kornit.
The Other DTF
DTF is an acronym for more than just direct-to-film. It also stands for direct-to-fabric, which uses DTG technology for large-volume bulk printing onto fabric other than garments. This kind of printing also can be done using sublimation on polyester and blends.
Kyler and Cheyenna Todd, owners of LBK Printing in Lubbock, Texas, are confident their investment of hundreds of thousands of dollars in a machine designed for this process is worth it in the long run. The business began with Cheyenna printing fabric for the boutique market using sublimation technology. “What started as a hobby took off so I joined the business, and within six months we had to buy a second sublimation machine,” Kyler says. “But we wanted to print on fabrics other than polyesters and blends.”
A family background in cotton farming made the idea of printing on natural fibers appealing, he adds. With the Kornit Presto, the shop could print directly to high-quality natural fibers sourced from all over the world, including cotton poplin, a cotton spandex blend, a bamboo fiber spandex blend, double gauze and linen. Such capability also attracts a worldwide clientele, which specializes in custom products ranging from clothing to upholstery and home furnishings to baby blankets and pajamas.
With business continuing to grow, Todd expects to get his ROI sooner rather than later. Not bad for what started as a start-up, home-based sewer with big dreams that are coming to fruition.
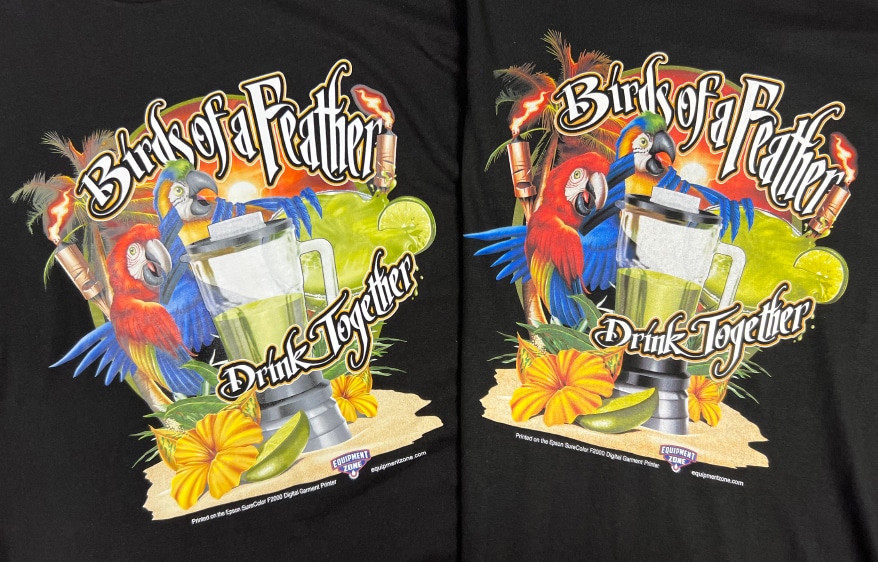
Only a slight difference in hand is visible in this side-by-side comparison of DTG (left) and DTF (right) printing on an Epson F2100. Image courtesy of Equipment Zone.
PRICING, COST, AND ROI
Idntiteez charges the same rate for DTG and DTF shirts, Urban says. “Right now, we’re doing a lot of DTF and the customers don’t know – nor are they interested in – the difference,” she says.
Dan Short, owner of Short Designs in Phoenix, doesn’t charge for artwork on DTG orders. Rather, he prefers to differentiate his business by leveraging 20-plus years of graphic design experience to quickly fix or recreate bad designs. “In 10-15 minutes, I can do what might take another graphic designer three hours, so I don’t charge for setup fees,” he explains. Often, I think, ‘Why not throw that in for 15 minutes to get this 200- or 300-piece order?’ I would much rather print stuff that I create anyway because I know it’s going to print well. There’s nothing worse than bad artwork.”
A 16 x 20 multi-color design generally takes about seven minutes to print, including pretreatment and curing on a heat press, he says. Total cost is about $12. However, he can charge $25 because he uses premium shirts. Other decorators interviewed agreed that consumers will pay $25 all day long for a DTG- or DTF-printed shirt. Smaller designs using less colors cost less to produce ($7 or $8) because they don’t require as many ink colors, but they can garner the same price as a larger, more complex design.
“With the technologies taking off in the DTG/DTF arenas there’s what I call a race to the bottom, where everybody wants to put out a shirt for $10,” Short says. “Decorators’ biggest complaint in general is that the white ink is so expensive. But if you price your products accordingly and your quality is there, you can demand that $25-30 price. Price it correctly. There’s plenty of profit to be made.”

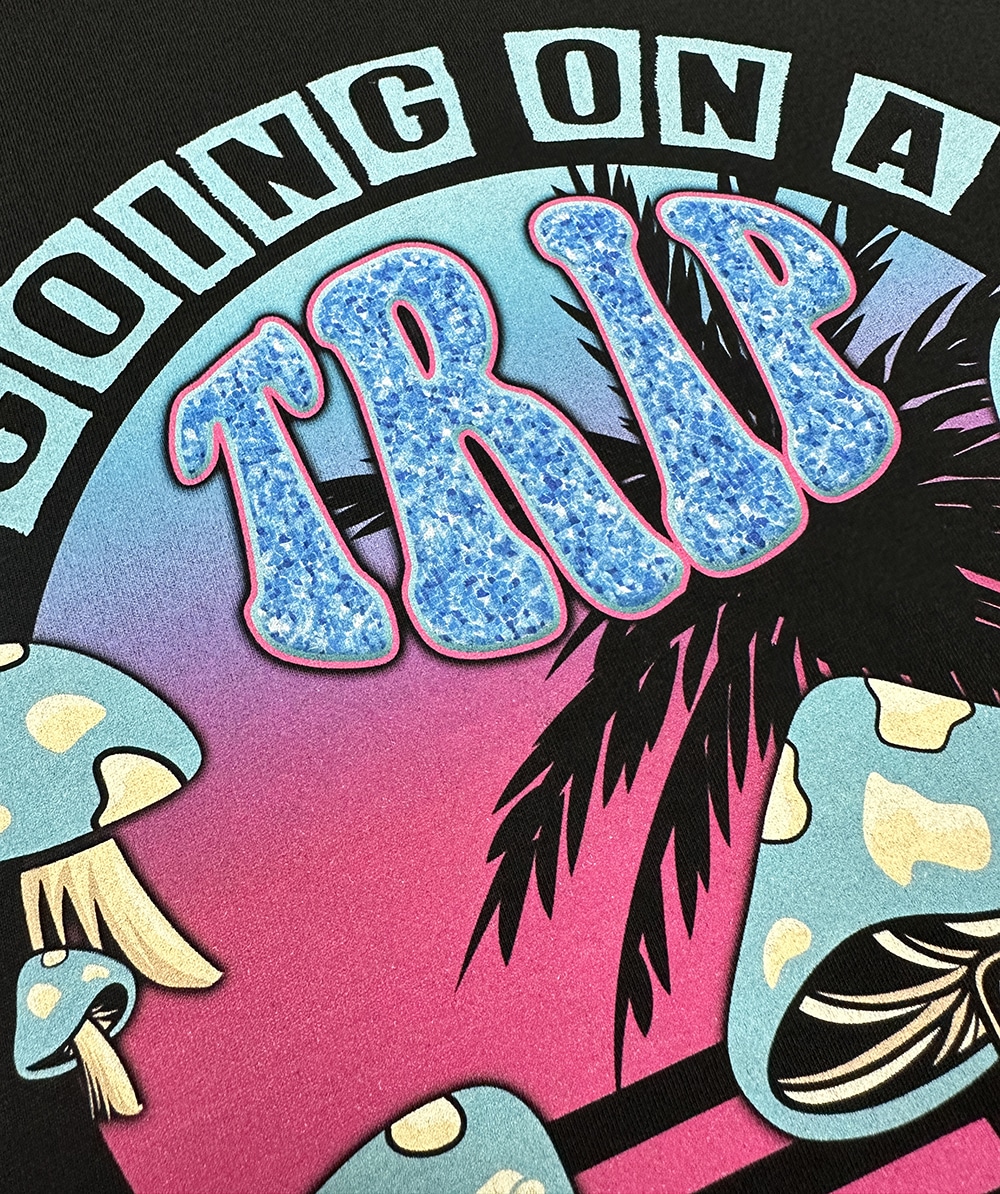
Short Designs supplied this example of T-Shirts for a local customer’s girls’ trip.
Most desktop DTG/DTF machines range between $11,000 and $16,000. According to Combs, ROI depends on how often the machine runs and the charge per shirt. With daily use, a new machine could pay itself off in months. For companies using the machine as a complement to screen printing or embroidery, a quick payoff might not be as much of a priority. In both scenarios, the technology provides the same advantage. “Whether you’re ordering a dozen shirts or one shirt, the production cost is the same,” Combs says.
ROI can take longer for industrial machines, which range in cost from $50,000 to hundreds of thousands of dollars. Nonetheless, “A lot of our customers are returning their investment within 12 to 18 months,” Scherber says. “That’s an amazing cash-on-cash investment; they paid a couple hundred grand and they’re getting that back within a fairly short amount of time, equipment costs considered.”
Who’s Printing Direct?
We asked the Brain Squad about how they use DTG and/or DTF.
-
[We] sold our DTG years ago. DTF and other transfer printing have become an important part of our business model post-COVID. They’ve helped us unclog the automatic presses so they can focus on the larger runs they’re intended for. Dual-shuttle pneumatic heat presses are a must. Post-pressing DTF with heavy linen (JoAnn Fabrics) will give your DTF a softer feel and add texture that will make the print look and feel far less like a transfer. — Scott Garnett, King Screen
- Our shop dog, Potato, won’t let us use the heat press while she is there so it is sort of limited at this point. — Chuck Matsoff, T-shirtsarefun.com
- DTG was in its infancy when we bought our first machine. We had nothing but heartaches – it was not ready for primetime. Once bitten, twice shy. — Jim Heiser, Bullseye Activewear
- Weed out shirts that don’t accept pretreatment well. — Richard Greaves, Screen Police
- We’ve added both but most successfully added DTF. We use DTF for applying to hard-to-print substrates, bags, or specialized items. Most recently, [we started to] run all of our online stores with DTF because the volume of online store [orders] is too low to set up our screen printing presses. Now, saying “DTF” to some clients – they’ll give you a weird eye. We changed the name to avoid any awkward situations. — Ron Augelli, Talk Shirty to Me
- I use (DTG transfers) mostly for pesky sleeve prints. I don’t see the fit to own a DTG printer in my shop due to learning curve and maintenance, but we use outsourced transfers on an as needed basis. — Sam Lapcevic, Branded Threads
- We use vendors to supply transfers and then apply them ourselves. Knowing when to use which type of transfer is key to success. Screen printed transfers have advantages and digital transfers have their own. — Ian Graham, Fine Southern Gentlemen
-
Marcia Derryberry is the former editor-in-chief of Impressions magazine and content developer for the Impressions Expo conference program. She now owns her own media communications company, Derryberry Media Communications in McKinney, Texas. — Marcia Derryberry
-
In my shop DTF is a win. DTG was a failure. Too many issues, too slow, and the whole pre-treat thing was unreliable. DTF has its troubles too (curse you, banding!), but it is way more versatile, way more reliable, [and] way quicker. — Matthew Pierrot, GetBOLD
- Don’t be afraid to charge for the convenience and be upfront about it. We relay costs ahead of any production in almost all cases, so the customer knows what they are getting into. — Shamus Barrett, 7 Corners Printing
- Like any new process you want to add, start with a mini business plan. Who are your customers for this? What are the costs? What should your gross and net profit percentages look like? You need the numbers. Do the research. Most shops don’t do this. Instead, they have the “Ready, Fire, Aim” approach to try to make it work after they buy something expensive. It is easier to get to the destination you want if you have mapped out the journey beforehand. — Marshall Atkinson, Atkinson Consulting
-
DTF is taking over the game! It is extremely profitable and super easy to use. Twelve seconds [on a] high-pressure press, cold-peel, and I don’t need to re-press after!?!? We can crank these out! — Maude Swearingen, Fully Promoted Arbutus
- We have had DTG from the beginning. DTF has definitely replaced DTG in our shop with many orders. For keeping the process profitable, do time studies to see how many shirts you can actually press per hour and base your pricing on that. — Joe Ortinau, Ortinau Art
- You need to understand your market …At the end of the day, are your clients looking for a specific decoration method, or just simply wanting it to look like they think it should?. — Keith Abrams, The Decoration Facility
PHOTO GALLERY (15 IMAGES)












Let’s Talk About It
Creating a More Diverse and Inclusive Screen Printing Industry
LET’S TALK About It: Part 3 discusses how four screen printers have employed people with disabilities, why you should consider doing the same, the resources that are available, and more. Watch the live webinar, held August 16, moderated by Adrienne Palmer, editor-in-chief, Screen Printing magazine, with panelists Ali Banholzer, Amber Massey, Ryan Moor, and Jed Seifert. The multi-part series is hosted exclusively by ROQ.US and U.N.I.T.E Together. Let’s Talk About It: Part 1 focused on Black, female screen printers and can be watched here; Part 2 focused on the LGBTQ+ community and can be watched here.













Atlantis Headwear Goes Solar for Sustainable Future

Comfort Colors Announces New Proprietary Dyeing Process Called “Pigment Pure”

10 Production Scheduling Secrets That Will Have Your Team Ready to Rock


Bulletins
Get the most important news and business ideas from Screen Printing magazine's news bulletin.
-

 Case Studies2 months ago
Case Studies2 months agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Art, Ad, or Alchemy2 months ago
Art, Ad, or Alchemy2 months agoF&I Printing Is Everywhere!
-

 Andy MacDougall2 months ago
Andy MacDougall2 months agoFunctional and Industrial Printing is EVERYWHERE!
-

 Columns4 weeks ago
Columns4 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Editor's Note4 weeks ago
Editor's Note4 weeks agoLivin’ the High Life
-

 Marshall Atkinson4 weeks ago
Marshall Atkinson4 weeks agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 Case Studies4 weeks ago
Case Studies4 weeks agoScreen Printing for Texture and Depth
-

 News & Trends2 months ago
News & Trends2 months agoWhat Are ZALPHAS and How Can You Serve Them in Your Print Business?