Best of the Business
Precision Techniques Help Manual Screen Printers Make a Name for Themselves
Their craft was honed across three continents, and now they’re reaping the dividends of their experience.

PRECISION SCREEN PRINTING and embroidery services are the hallmark of Zenessex, co-founded by Richard Sharpe and Kevin Burtt in 2007. The studio is the culmination of working for clothing designers on three continents for 15 years.
Sharpe first opened a screen printing studio in London in the late 1980s. Fresh out of art school, he experimented with ways to screen print liquid crystals and holographic images onto fabric. Sharpe’s holographic screen printing techniques were later patented and his fabrics sold to major fashion houses, including Dolce & Gabbana, Chanel, Versace, Anne Klein, and Tommy Hilfiger.
Then, in 1991, he and Burtt moved to San Francisco and set up shop, making textiles and garments for the fashion industry using reactive dye and screen printing processes. Their clothing gained popularity in Japan, so the pair moved to Tokyo to design clothing for a large fashion retail chain. While in Japan, they learned techniques for screen printing kimonos using hand-cut stencils and colors made from flowers and minerals.
It was this quality of manufacturing and attention to detail that Sharpe and Burtt sought to replicate when they returned to the UK.

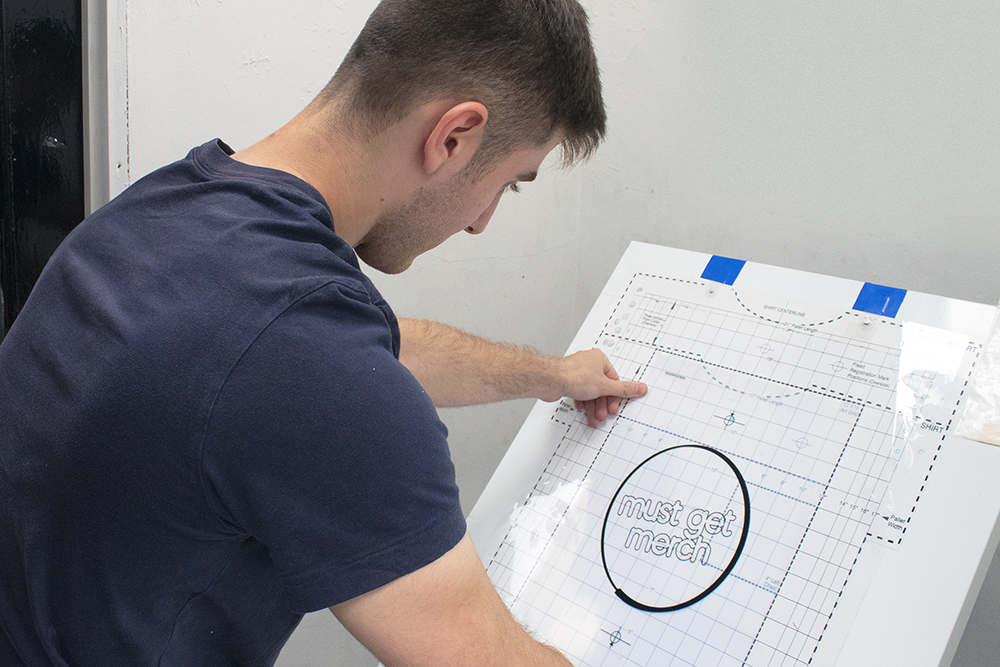
The VRS PIN Registration System enables Richard Sharpe to position the screen on his four-station, six-color press with all colors in register.
Tribute to Zen Practices
“We wanted to keep manufacturing in the UK and provide a facility where young and established designers could express themselves without having to go overseas,” says Sharpe. He chose the name “Zenessex” as a tribute to the mindful practices and time-honored techniques he and Burtt learned in Japan.
At a tradeshow, Sharpe met Zuzette and Andrew Stocking, owners of Dalesway Print Technology, a distributor for Vastex screen printing equipment in the UK. The couple worked with Sharpe to specify a Vastex screen printing package, which included a V-1000 four-station/six-color manual press, a RedFlash flash cure unit, and a Little Red X1-30 conveyor dryer. Prepress equipment included a C-100 manual screen coater, VRS Pin Registration system, a Dri-Vault screen drying cabinet, and an E200 LED exposure unit.
Following installation of the equipment in 2018, the Zenessex staff received on-site training by master screen printer Douglas Grigar, who also teaches at Vastex’s training classes in Allentown, Pennsylvania. In addition to the operation of each machine, the training covered CMYK and simulated process, as well as software to create film positives.
Sharpe says, “Douglas helped us fine-tune our techniques, especially preparing screens for coating. We covered the application process for different coats of emulsion, how many to us, and in what circumstances.”
Sharpe’s C-100 manual screen coater attaches to the wall and aids the coating process. Its height and width are adjustable, without the use of tools, to accommodate a variety of screen sizes.
Coated screens are placed in the Dri-Vault screen drying cabinet, which accommodates up to 10 screens as large as 25 inches (63 centimeters) by 36 inches (91 centimeters). Dry time is approximately 20 minutes. Screens are then exposed on the E2000 LED exposure unit mounted on top of the screen drying cabinet.

Zenessex Studio refined its techniques with training by Douglas Grigar (center), master screen printer. He is flanked by owners Richard Sharpe (left) and Kevin Burtt (right).
Adapting to Job Requirements
“Because the four-station press has six heads, I can do CMYK printing and have two spare heads for adding a spot color, like fluorescent ink, or applying an adhesive for photo laminates,” explains Sharpe. “I can also have two people printing different jobs at the same time.”
Zenessex selected a variety of press attachments, including an oversize pallet for large T-shirts, a jumbo pallet for XXXL sizes, a junior pallet for kids’ T-shirts, and a sleeve pallet. “The pallets are easy to put on and take off the press, using just one knob,” notes Sharpe.
When printing multi-color jobs, Sharpe flashes ink between colors in as little as two seconds with the RedFlash infrared flash cure unit with head leveler.

Richard and Flynn turn out T-shirts on the four-station, six-color press.
Screen Printing of Holographic Prints
Occasionally, Sharpe produces holographic prints with the manual press using the holographic foils he developed and patented in the 1990s. “The holographic process works magnificently on this press,” he says. “Depending on what kind of screen mesh count we use, we can make solid holographic shapes or finely detailed halftones.”
To prepare shirts for holographic images, Sharpe applies printable adhesive to the shirt as a one-color process or as part of a multi-screen design that uses water-based ink for the color screens. Holographic foil can also be laminated on top of plastisol inks for a multi-faceted effect.

Samples of Zenessex Studio’s finished garments.
After applying the adhesive, Sharpe runs the shirt through the Little Red X1-30 conveyor dryer to partially cure it. “The dryer is maneuverable, and I can add more heaters or extend the length of the conveyor belt in the future if needed,” he says.
He then laminates the holographic foil to the shirt with a heat press at a temperature of 302°F (150°C) for 15 to 20 seconds. Once the garment cools, the excess foil is carefully peeled away to reveal a finely decorated holographic image in the same pattern as the adhesive.

A screen is coated with the C-100 screen coater rack.
Reproducible Registration
Using the VRS pin registration system, Sharpe locates film positives onto the screen off-press, and then positions the screens on press with all colors in register. Under Douglas Grigar’s direction, Sharpe learned how to adjust the off-contact of a screen for different fabric weights to retain the print’s crispness and detail.
“There’s a certain amount of nuance in screen printing; sometimes you cross your fingers and hope it’s going to work,” says Sharpe.
Sharpe recalls a challenging screen printing project he worked on for a snowboarding apparel company, Faking the Trees. The order for approximately 1000 T-shirts consisted of a detailed camouflage image in two colors (150 shirts per color) in addition to a series of black-and-white images of snow scenes.
With Grigar’s assistance, Sharpe learned to use the film-making software to create halftones for the snow scenes. He then screen printed the images using black plastisol ink on white T-shirts.
“Both the camouflage image and the snow scenes were difficult to create, but the print work turned out great and the images were well-defined,” says Sharpe. “From making the screens to coating them to holding registration, each step in the process was successful. The customer was very happy, and the shirts were a bestseller.”

Coated screens from the Dri-Vault screen drying cabinet are exposed in the E200 LED exposure unit.
Sharpe says the press’ ability to hold accurate registration, together with the on-site training sessions, have made an enormous impact on the studio’s productivity by reducing wasted effort.
“It’s devastating when you spend two hours setting up a print, and it all comes out wrong because the registration is off, or you didn’t know what you were doing,” says Sharpe. “Not only are you wasting garments but you’re wasting your chemicals and photo emulsions, which are expensive.”
Sharpe approaches the screen printing process with a Zen state of mind. “I find it very relaxing and meditative – and that improves the overall pressure and rhythm I maintain on the squeegee.”
PHOTO GALLERY (8 IMAGES)







Let’s Talk About It
Creating a More Diverse and Inclusive Screen Printing Industry
LET’S TALK About It: Part 3 discusses how four screen printers have employed people with disabilities, why you should consider doing the same, the resources that are available, and more. Watch the live webinar, held August 16, moderated by Adrienne Palmer, editor-in-chief, Screen Printing magazine, with panelists Ali Banholzer, Amber Massey, Ryan Moor, and Jed Seifert. The multi-part series is hosted exclusively by ROQ.US and U.N.I.T.E Together. Let’s Talk About It: Part 1 focused on Black, female screen printers and can be watched here; Part 2 focused on the LGBTQ+ community and can be watched here.











Arcus Printers Barracuda Conveyor Flatbed Cutter

The Profit Impact of a Market Dominating Position

Inkcups Announces New CEO and Leadership Restructure


Bulletins
Get the most important news and business ideas from Screen Printing magazine's news bulletin.
-

 Case Studies2 months ago
Case Studies2 months agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Art, Ad, or Alchemy2 months ago
Art, Ad, or Alchemy2 months agoF&I Printing Is Everywhere!
-

 Andy MacDougall2 months ago
Andy MacDougall2 months agoFunctional and Industrial Printing is EVERYWHERE!
-

 Columns3 weeks ago
Columns3 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Editor's Note3 weeks ago
Editor's Note3 weeks agoLivin’ the High Life
-

 Marshall Atkinson3 weeks ago
Marshall Atkinson3 weeks agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago“Magic” Marketing for Screen Printing Shops
-

 News & Trends2 months ago
News & Trends2 months agoWhat Are ZALPHAS and How Can You Serve Them in Your Print Business?