Thomas Trimingham
Printing With Little or No Feel
How to create the softest print while maintaining its quality.

IF YOU’RE IN THE imprinted apparel industry you’ve most likely collected several dozen graphic T-shirts. And out of those shirts, you probably tend to pick the softest feeling one to wear on the weekend. Almost everyone likes a really soft, printed garment, but for many printers, printing them can seem too adventurous.
One of the biggest barriers to the softness of a shirt can be a large printed area. If there’s a heavy print that covers the front or back of the garment, the shirt is less appealing when you want to relax or complete a hard workout. (A big solid print can tend to stick to your skin when you get sweaty and it won’t allow airflow.) Fortunately, there are a lot of solutions to achieve a very soft print. The following methods apply to finished blank garments and cotton fabrics, are easy to implement, and will benefit medium-sized apparel decorator businesses: discharge printing, water-based printing, and soft-hand plastisol printing. There are advantages to each of these, but one style of printing may make the most sense for your shop.
Before we dive into the different printing types, let’s discuss the term “soft.” What I’m talking about is related to factors of “absorption” vs. “application.” An application print will sit on the surface and have some difference to the feel of the printed area. Conversely, you won’t be able to feel where the print is on the garment if it’s an absorbent print.
Discharge Printing
The name of the game for super soft feeling prints on dark cotton shirts is discharge printing. For an inexperienced printer, this method has a lot of hurdles to get good results, but it’s also one of the most rewarding (see Image 1). The way discharge printing works is a water-based ink will have a discharge additive combined with it, so when it’s printed on a garment, the discharge agent in the ink discharges out the dye in the shirt fabric. It’s similar to a bleaching process, except it happens when heat is applied to the ink. When discharge is done properly, the resulting print will appear much brighter after curing because the inks are now sitting on the original, lighter shirt color. If you’re considering discharge printing, it’s very important you contact your screen printing supplier to talk about what you will need to test the process. There are several things to consider:
- Do you have a gas dryer that can cure a water-based print? If you don’t have access to enough heat and airflow to properly cure a water-based print in your current dryer, there aren’t a lot of work arounds. You can repeatedly run it through an electric dryer, but that isn’t going to be production friendly.
- Do you have the right kind of emulsion and inks? You’ll need to make a hardened stencil that has additional water resistance to resist a discharge ink. Getting water-based inks that work with a discharge additive is also a necessity. You will mix just what you need for the job as these inks typically don’t last after the discharge additive has been added.
- Get comfortable with this process by taking a water-based printing course. B-Unlimited offers a fantastic training class called “Origins.” They invite attending printers to their studio for a couple days of intense water-based training that includes discharge printing.
- Learning how to discharge print well also involves knowing what garments and fabrics work the best with this type of effect. Many suppliers offer “discharge friendly” shirts that allow the dye from the shirt to release well and leave the resulting print to appear much brighter. Talk to your garment suppliers and get some samples of their most popular discharge garments so you can practice on these and learn without risking customer-ordered garments.

Image 2
When creating good discharge prints, the separation process will need to be done differently than a traditional plastisol print. Particularly if you want the softest possible print, a separation set for discharge will need to be created in a unique way. The print will have to be separated with each color staying in its own space, not overlapping other colors, and, most importantly, not be underbased. As the dye of the garment is discharged out, the lighter shirt fabric will simulate the underbase for the colors. It’s a weird challenge for printers when they first start doing discharge because often the print is very difficult to see before it goes into the dryer. Only after curing can it be checked for pinholes or registration issues (see Image 2).
Advertisement
Image 3
Water-Based Printing
The biggest difference with a water-based print and a discharge print is that the water-based print doesn’t have any discharge additives. The inks will work best on shirt colors that are light enough to show the print. A print on a light blue shirt with low viscosity water-based inks will look washed out and have a blue tone (see Image 4).
Image 4
Using water-based inks to achieve a soft feeling print requires many of the same considerations as discharge printing:
- You need to have the gas dryer to cure properly and it’s the best method to test. Curing is a wash test, so make sure to do this prior to printing customer orders.
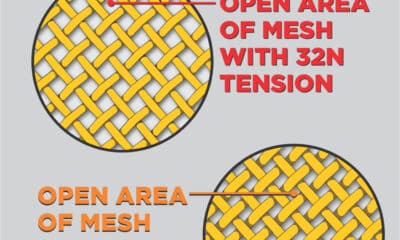
- The screens have to be hardened so they don’t break down during printing.
- You will need to change your printing method to avoid drying your inks in the screens quickly. Most printers will stop after a flood stroke instead of a print stroke so the open stencil area has less time exposed to the air. It’s very helpful if the printing area is higher in humidity.

Image 5
Soft Hand Plastisol Printing
Soft hand plastisols can simulate a water-based print on light shirts. A work around solution for some printers can be to use an additive to a plastisol ink that will lower the viscosity and make the ink soak into the shirt, which is very similar to water-based. The advantage of doing this with a plastisol ink vs. a water-based ink is there’s less chance of a screen breakdown and the inks won’t dry into the screens. This can be a good solution for a design that has a lot of thin lines or details and when the printer has an environment that is very dry (see Image 5). When plastisol is thinned out in this manner to simulate water-based ink, it tends to lose opacity, so it may not be bright on medium- and dark-colored garments. This method may not have as high of a wash resistance as water-based inks, so it can be critical to wash test this method before running a large amount of items with it.
AdvertisementAny of these three printing options can create super soft garments that can end up being your customers’ favorite shirts. Creating a print that has an imperceptible feel to it that also looks fantastic is possible if you’re willing to invest the time and practice. These methods will lift your company and printing process to a sought after level.
Let’s Talk About It
Creating a More Diverse and Inclusive Screen Printing Industry
LET’S TALK About It: Part 3 discusses how four screen printers have employed people with disabilities, why you should consider doing the same, the resources that are available, and more. Watch the live webinar, held August 16, moderated by Adrienne Palmer, editor-in-chief, Screen Printing magazine, with panelists Ali Banholzer, Amber Massey, Ryan Moor, and Jed Seifert. The multi-part series is hosted exclusively by ROQ.US and U.N.I.T.E Together. Let’s Talk About It: Part 1 focused on Black, female screen printers and can be watched here; Part 2 focused on the LGBTQ+ community and can be watched here.










Arcus Printers Barracuda Conveyor Flatbed Cutter

The Profit Impact of a Market Dominating Position

Inkcups Announces New CEO and Leadership Restructure


Bulletins
Get the most important news and business ideas from Screen Printing magazine's news bulletin.

-

 Case Studies2 months ago
Case Studies2 months agoHigh-Density Inks Help Specialty Printing Take Center Stage
-

 Art, Ad, or Alchemy2 months ago
Art, Ad, or Alchemy2 months agoF&I Printing Is Everywhere!
-

 Andy MacDougall2 months ago
Andy MacDougall2 months agoFunctional and Industrial Printing is EVERYWHERE!
-

 Columns3 weeks ago
Columns3 weeks ago8 Marketing Mistakes Not to Make When Promoting Your Screen Printing Services Online
-

 Editor's Note3 weeks ago
Editor's Note3 weeks agoLivin’ the High Life
-

 Marshall Atkinson3 weeks ago
Marshall Atkinson3 weeks agoHow to Create a Winning Culture in Your Screen-Printing Business
-

 Thomas Trimingham2 months ago
Thomas Trimingham2 months ago“Magic” Marketing for Screen Printing Shops
-

 Case Studies3 weeks ago
Case Studies3 weeks agoScreen Printing for Texture and Depth